1222
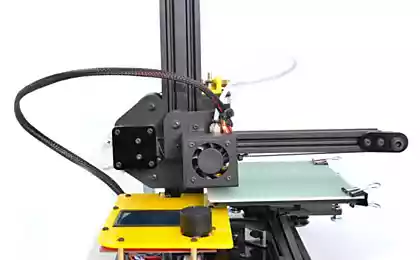
Rear-Printer: A look from the side of the head
Overall view - how to use them, relatives analogy. Modest reality. Only FDM, only a home, live - but from within and in detail. Hotend? In the context, with the zones and temperature schedule. Advantages and disadvantages of the properties of various solutions in the design of the printhead. Print features trimmer line, and experiments to obtain optimal settings table speed printing Capron (nylon). Conclusions of them. On the organization of a good supply nylon rod in an extruder. It's very exciting and dramatic. I>
About 3-D printers are now writing a lot, writing enthusiastically described a variety of models and technologies, as well as many of their skills. And now I stand before you, a simple Russian guy from Lithuania ©, a 3-D printer. Of course, he gathered himself. Not from the set - and a half years ago, there were few sets, and they were expensive. Everything is planned and chose himself, focusing exclusively on the Internet. But I do not want to talk about it, I want to talk about what happened then - after it was built, and I think the question - why is this? - What can he do? - Why buy it? B> - Many people ask themselves carried away by the technique.
Let us in order: first, I built it. It was very interesting, in the sense that constantly had to solve many technical issues, find reasons for abnormal operation - by calculating, often indirectly. A sort of game in the technical mysteries. It earned. To improve. I saw quite possible improvements. Made a few - with great pleasure. Then he developed a really friendly host end sensor for the printer. His I even once sold. Well, a set of sensors - not get rich on this, but the pleasure I got from my sincere gratitude for the buyer. Tinker with the print head - make it, despite the good quality of manufacture (brand MK IV) has a number of drawbacks. And she was only one - and to buy more expensive. He developed his - will laugh the first time something happened, though not perfect. However, I'm not blind, carefully examined, that he had read what they write, and only then did. Then he began to understand. To experiment. There was a long break - the frustration and depression, but it does not communicate with the printer, so the straw buckled back of an elephant. Now I have four heads of different diameters, and the printer prints three times faster than is considered normal, and prints a layer of 150 microns. And the prints are not expensive imported filament and cheap fishing line trimmer. It turns out very, very strongly, though not without tricks.
In the picture we talk further, and now:
So - clearly, I got a convenient way to make a little thing made of plastic and a lot of positive emotions from the technical creativity, improved skills to solve engineering problems. Somehow. But do not forget - what I was made of the scientist and chemical engineer. t. e. I have already had certain skills and mastered the methodology of finding the result, moreover, still an amateur electronics and computer technician.
So that the weight of such a process of acquisition in question. Now read the next article on Habré about them, something it reminds me ... I've got the good old scientific and technical journals, I can remember. So, 60, 70, 80 years - it was written everywhere, more and more of the wonderful possibilities of the computer, they became more and more, they become less and life appeared gradually and published. That piece of paper printed with the calculation of salaries will bring - is not it more and errors! That train tickets in Moscow, suddenly becomes unusually good buy. Then came the Home Computer - BC-0010, Radio 86, Microsha - they are mainly used for their own maintenance work, really use them it was hard and uncomfortable. They come up with thousands of flimsy and awkward applications, they have modernized - I was a radio 86 with 56K (!) Of memory and 64K of ROM (!) - There were placed all the programs, but this time in the industry were areas where no computer was is not enough. But how far they were from the people! ©. It was very similar to the current situation with 3D- printing now - a lot of "ham radio", are busy with their small FDM-printer (r. e. - those who print a trickle of something), and this time, dentists and jewelers have their full use. Doctors, while in single copies - but used, where because of the singularity of manufacturing it would cost too much
It turns out that we have another tool for the development of technological progress. So far, only this. B> But medicine - low start getting ready to start using them actively, and this is understandable, medicine - knowledge-intensive industry. Probably these places you can find quite a lot, but it would be unfair to lay readers Habra just a bunch of naked argument - even if it is the subject, even - honestly.
So, today I want you to talk about how to work one of the nodes of our home printer - print head. You will say - yes, what's interesting! And melted plastic flows through the hole. If in three words - something like that, but this definition fall into dozens of different models of heads, among them the very bad - people keep them clean and dirty curse plastic. Oh, something I doubt this very reason. There are heads which will work only with the PLA -polilaktidom. He, though, and very environmentally friendly, is not good everywhere. Rather, it is good that it is easy to make a cheap and stable operating the printer. There are heads which to work rather quickly degrade, especially when working at high speed and with not too low-melting plastics. I try to be interesting to tell you, the general patterns that I often dug on the Internet, part found himself - had to put a lot of experience and a lot of thinking, has happened in this all confusing, so if my opinion does not coincide with the Your request strongly not to beat me, and take into account that I am writing on the results of measurements of their system, so they may differ from the ordinary. I tried to check everything - in one degree or another. Think, try, maybe you will benefit from this information.
So, we will talk about the head is the most common type of printer - printer where the printed object is transformed from a fishing line of a plastic. Lesko commonly called filaments or welding rod. His material - usually ABS-plastic, which means - Acrylonitrile-butadiene-styrene - just ordinary plastic, also distributed PLA- polylactide is the name in Russian is correct, regardless of contradicting him a direct translation from English - the polymer, specially produced for 3-D printers. However, it is theoretically possible to use almost any thermoplastic. Practically use - nylon / nylon, polyvinyl alcohol, - it can be dissolved in water and others. Plastic PLA - like the printer manufacturer, because to him the least problems, parts of it are obtained in almost any environment. Rumors about the craftsmen of printing on a variety of other types of plastic.
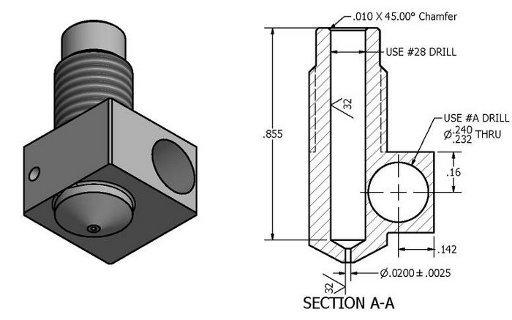
So - printer parts, which melts the filament and squeezing molten streams of polymer called a printhead. An important part of it is - an extruder unit, exciting filament and pushes it to another part of the heated head - hotend. Above it on the picture. Let hotenda sectional image, and in this case the temperature is distributed. I must thank my colleagues from the reprapology.info/archive/1422/rheology/
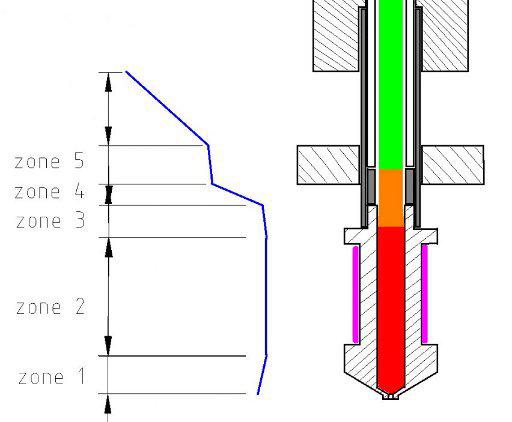
- From this page, I learned the initial presentation of how the melting and extruding the melt from the head string. Few of the scheme: purple on the outside of the head - a heating coil nichrome or Cantal, but the heads are often used as a heater resistor - it's convenient in production, but reduces the reliability and uniformity of the field of heating, as the resistor placed locally, hence experiencing local overheating . However, the fundamental difference here net-resistor or winding.
Red in the lower portion of the head - the zone of the molten polymer, it is heterogeneous, as the polymer viscosity varies in a range of temperatures, and the orange area - an area where the polymer has already heated up to plasticity, but not flowing. This area is very important - it expands slightly plastic rods, tight to the wall and turns into a piston, which pushes the melt through the outlet - die. Green - an area where significant changes in plasticity has not happened yet and rod transmits the pressure on without creasing. Different shading shows the brass head and aluminum radiator. White highlighted PTFE tube, rail, due to the very low friction and bars along it, it runs with minimal resistance. Grey - stainless steel tube, carrying the head and radiator, as well as ring- insert - it avoids mechanical stress on the Teflon tube into the hottest part. This is important - Teflon, in such circumstances, it is mechanically fragile, so here it is everywhere rests on steel - can be a little leak, but soon, and this piece of Teflon tube is very easy to replace. Stainless steel tube is soldered to the brass head with silver solder - so the question of thermal stability and durability - no. Ring (inside polished to reduce friction!) Just invested in and pinned on top of a Teflon tube. Note - stainless steel should be of low thermal conductivity, and for that it chose. This is usually something like H18N10.
On the left, in the picture, you see epure temperature (approximate diagram) along the tube axis. For the accuracy of the scale can not answer, but the direction must be correct. The farther from the axis to the layout of regions, the temperature is higher. So describe in zones, starting with the last Zone 6 - down the tube uniformly increasing temperature, as stainless steel has low thermal conductivity, so the growth is fast enough. It's nothing special. Teflon liner working in good conditions, the filament is heated slowly, the heat passing through the tube disperses top radiator or holder.
Zone 5 Due to the fact that it is put on a small aluminum tube radiator, the temperature is almost constant and lies in the region not higher than the softening start plastic! To flow through the tube from the zone 4, the heat has time to dissipate heat sink - as the tube in the zone 4 is a thermal barrier between the hot and cold sides.
Zone 4 - zone of active softening plastic zone of a thermal barrier. The length of it is not great. Here begins to heat up the plastic to form a plug that serves as the piston is pushed farther. As shown by colleagues from reprapology.info if the plug-piston increases in length, this leads to stop printing because of rising tensions and painful problems with cleaning. To prevent the growth of the tube and serves as a small heatsink above, in the fifth zone. With the influx of heat from the thermal bridge made of stainless steel, it is heated, it is more begins to dissipate heat. Thus the process of self-stabilizing and get to the stable operation becomes not difficult. Heat dissipation radiator is large, and the thermal resistance of the bridge between the head and the radiator - large, however, the growth temperature is high distance, and hence in this interval with a high probability fits point optimum operating temperature for short, efficient piston. I did not even bore tapered tube made of stainless steel as they had only slightly polirnul to Teflon liner good entry and exit. Ring insert a well-polished - inside, of course. The size of the bottom of the radiator should be selected so that its temperature was around 100-110 degrees, probably (this is the usual temperature of a desktop printer). This is done in order to possibly a large part of the zone of the thermal barrier was in the probable working temperature range (Slug!). So if you speak briefly - for the stable operation of the head is necessary to the existence of a narrow zone of high thermal resistance (thermal barrier and call it), which in the little over the temperature would vary from working (think 235), up to 100 degrees - about the temperature of your desktop. Lower the heat sink to cool below this temperature, I think it inappropriate - it becomes more difficult to control the actual width of the zone Slug, and on stainless steel tube up a lot of heat does not leak, and unnecessary energy loss. Yes! Important! Most heads designed or work better, with continuous small fan blowing!
Area 3 - I believe that it is precisely in the final formation of the plug, because there is enough strong heating is the place of the brass head and stainless steel tube. However, this heat somehow works on the molten filament.
Zone 2 - the active zone melting. When pulling the bar from a running head (experiments) - it was clear that the central part at a distance from the walls remained unmelted, that is, as promised theory comes from the melting of the wall to the center of the bar. Active heating zone is selected sufficiently long - a centimeter and a half. For rod 3mm in diameter, it has a value as it slowly warmed to the same convenient shake heater - is where to turn.
Area 1 The temperature is almost stable, gradually decreases toward the nozzle, there is a well-placed temperature sensor - it will show the temperature closest to the actual temperature of the melt flowing. The total length of the brass parts, such as head and popular J-Head Mk 5-VB.

It should be said that the lack of threaded connections at the junction of the heated part of the tube and stainless steel - thermal insulator, is quite justified, because the melt does not leak, and the thread to get inside the plastic, it is still difficult to unwind. Clean hotend in case of change of plastic and is sometimes the case hardening was not difficult - including head warm-up, waited, took a reverse filament extruder, helping hand, squeeze out liquid residues barbecue bamboo stick through the nozzle - is just the diameter. If it is very necessary, the melt can be removed drill - just give it a warm, along with the plastic to melt the latter. Teflon, too, hot, pulled out easily.
More on why becoming increasingly popular all-metal hotendy. Yes, the plastic gives significantly less friction than metal, especially if you take Teflon. The only trouble is that the PTFE (Teflon) under mechanical load flows and bends a little, even at ordinary temperatures. This property has led to its almost complete disappearance of the structures where Teflon played the role of a thermal barrier. It turned out badly. It remains its use as inner liners - where nowhere to run to him especially, and slight curvature of the channel to anything unpleasant does not lead, and insert-tube if need be easily removed and inserted into the new one. Really, I have not had to change them. To take out to see - take out, and I - no. Here it is competition - very slippery. For the thermal barrier is often used a different type of plastic (as pictured above) - PEEK. It is much more durable, more resistant and less slippery plastic. By the way - and expensive and scarce. The problem of head, where it is used is that the maximum operating temperature of 250 ° C there about. Above begins the risk of leakage at the threaded joint. However, such temperatures are usually enough.
Now for the actual printing - look at the drawing, at the end of hotenda have a penny around the die, he is serving for smoothing plastic streams. When printing, the settings specified height of the bed - it is always smaller than the diameter of the die. 0 for example, 35 mm height and can be 0, 0 and 2 mm, 25 mm, it depends on what is required. Thus, the stream of plastic forcing in the form of the cylinder, smeared snout to the end of the head. For small smearing, it turns out the worst relationship between the layers, with a large, increasing the width of the line, and thus decreases the print resolution. On the embossed line, even if its total flatness, you can see the bubbles - water, which could gain filaments. ABS - captures moisture from the air is weaker, nylon - stronger. And typing a wet product is obtained Caproni much softer, and even a little lighter.
To be able to somehow evaluate the possibilities of heads, I undertook a series of experiments. The main parameter of interest for me - speed. B> Program Pronterface, control printing, allows you to set all the parameters manually print: head temperature, the desktop, the feed rate of the extruder. The yarn is extruded into the air - a complete absence of other obstacles.
About 3-D printers are now writing a lot, writing enthusiastically described a variety of models and technologies, as well as many of their skills. And now I stand before you, a simple Russian guy from Lithuania ©, a 3-D printer. Of course, he gathered himself. Not from the set - and a half years ago, there were few sets, and they were expensive. Everything is planned and chose himself, focusing exclusively on the Internet. But I do not want to talk about it, I want to talk about what happened then - after it was built, and I think the question - why is this? - What can he do? - Why buy it? B> - Many people ask themselves carried away by the technique.
Let us in order: first, I built it. It was very interesting, in the sense that constantly had to solve many technical issues, find reasons for abnormal operation - by calculating, often indirectly. A sort of game in the technical mysteries. It earned. To improve. I saw quite possible improvements. Made a few - with great pleasure. Then he developed a really friendly host end sensor for the printer. His I even once sold. Well, a set of sensors - not get rich on this, but the pleasure I got from my sincere gratitude for the buyer. Tinker with the print head - make it, despite the good quality of manufacture (brand MK IV) has a number of drawbacks. And she was only one - and to buy more expensive. He developed his - will laugh the first time something happened, though not perfect. However, I'm not blind, carefully examined, that he had read what they write, and only then did. Then he began to understand. To experiment. There was a long break - the frustration and depression, but it does not communicate with the printer, so the straw buckled back of an elephant. Now I have four heads of different diameters, and the printer prints three times faster than is considered normal, and prints a layer of 150 microns. And the prints are not expensive imported filament and cheap fishing line trimmer. It turns out very, very strongly, though not without tricks.

In the picture we talk further, and now:
So - clearly, I got a convenient way to make a little thing made of plastic and a lot of positive emotions from the technical creativity, improved skills to solve engineering problems. Somehow. But do not forget - what I was made of the scientist and chemical engineer. t. e. I have already had certain skills and mastered the methodology of finding the result, moreover, still an amateur electronics and computer technician.
So that the weight of such a process of acquisition in question. Now read the next article on Habré about them, something it reminds me ... I've got the good old scientific and technical journals, I can remember. So, 60, 70, 80 years - it was written everywhere, more and more of the wonderful possibilities of the computer, they became more and more, they become less and life appeared gradually and published. That piece of paper printed with the calculation of salaries will bring - is not it more and errors! That train tickets in Moscow, suddenly becomes unusually good buy. Then came the Home Computer - BC-0010, Radio 86, Microsha - they are mainly used for their own maintenance work, really use them it was hard and uncomfortable. They come up with thousands of flimsy and awkward applications, they have modernized - I was a radio 86 with 56K (!) Of memory and 64K of ROM (!) - There were placed all the programs, but this time in the industry were areas where no computer was is not enough. But how far they were from the people! ©. It was very similar to the current situation with 3D- printing now - a lot of "ham radio", are busy with their small FDM-printer (r. e. - those who print a trickle of something), and this time, dentists and jewelers have their full use. Doctors, while in single copies - but used, where because of the singularity of manufacturing it would cost too much
It turns out that we have another tool for the development of technological progress. So far, only this. B> But medicine - low start getting ready to start using them actively, and this is understandable, medicine - knowledge-intensive industry. Probably these places you can find quite a lot, but it would be unfair to lay readers Habra just a bunch of naked argument - even if it is the subject, even - honestly.
So, today I want you to talk about how to work one of the nodes of our home printer - print head. You will say - yes, what's interesting! And melted plastic flows through the hole. If in three words - something like that, but this definition fall into dozens of different models of heads, among them the very bad - people keep them clean and dirty curse plastic. Oh, something I doubt this very reason. There are heads which will work only with the PLA -polilaktidom. He, though, and very environmentally friendly, is not good everywhere. Rather, it is good that it is easy to make a cheap and stable operating the printer. There are heads which to work rather quickly degrade, especially when working at high speed and with not too low-melting plastics. I try to be interesting to tell you, the general patterns that I often dug on the Internet, part found himself - had to put a lot of experience and a lot of thinking, has happened in this all confusing, so if my opinion does not coincide with the Your request strongly not to beat me, and take into account that I am writing on the results of measurements of their system, so they may differ from the ordinary. I tried to check everything - in one degree or another. Think, try, maybe you will benefit from this information.
So, we will talk about the head is the most common type of printer - printer where the printed object is transformed from a fishing line of a plastic. Lesko commonly called filaments or welding rod. His material - usually ABS-plastic, which means - Acrylonitrile-butadiene-styrene - just ordinary plastic, also distributed PLA- polylactide is the name in Russian is correct, regardless of contradicting him a direct translation from English - the polymer, specially produced for 3-D printers. However, it is theoretically possible to use almost any thermoplastic. Practically use - nylon / nylon, polyvinyl alcohol, - it can be dissolved in water and others. Plastic PLA - like the printer manufacturer, because to him the least problems, parts of it are obtained in almost any environment. Rumors about the craftsmen of printing on a variety of other types of plastic.
So - printer parts, which melts the filament and squeezing molten streams of polymer called a printhead. An important part of it is - an extruder unit, exciting filament and pushes it to another part of the heated head - hotend. Above it on the picture. Let hotenda sectional image, and in this case the temperature is distributed. I must thank my colleagues from the reprapology.info/archive/1422/rheology/
- From this page, I learned the initial presentation of how the melting and extruding the melt from the head string. Few of the scheme: purple on the outside of the head - a heating coil nichrome or Cantal, but the heads are often used as a heater resistor - it's convenient in production, but reduces the reliability and uniformity of the field of heating, as the resistor placed locally, hence experiencing local overheating . However, the fundamental difference here net-resistor or winding.
Red in the lower portion of the head - the zone of the molten polymer, it is heterogeneous, as the polymer viscosity varies in a range of temperatures, and the orange area - an area where the polymer has already heated up to plasticity, but not flowing. This area is very important - it expands slightly plastic rods, tight to the wall and turns into a piston, which pushes the melt through the outlet - die. Green - an area where significant changes in plasticity has not happened yet and rod transmits the pressure on without creasing. Different shading shows the brass head and aluminum radiator. White highlighted PTFE tube, rail, due to the very low friction and bars along it, it runs with minimal resistance. Grey - stainless steel tube, carrying the head and radiator, as well as ring- insert - it avoids mechanical stress on the Teflon tube into the hottest part. This is important - Teflon, in such circumstances, it is mechanically fragile, so here it is everywhere rests on steel - can be a little leak, but soon, and this piece of Teflon tube is very easy to replace. Stainless steel tube is soldered to the brass head with silver solder - so the question of thermal stability and durability - no. Ring (inside polished to reduce friction!) Just invested in and pinned on top of a Teflon tube. Note - stainless steel should be of low thermal conductivity, and for that it chose. This is usually something like H18N10.
On the left, in the picture, you see epure temperature (approximate diagram) along the tube axis. For the accuracy of the scale can not answer, but the direction must be correct. The farther from the axis to the layout of regions, the temperature is higher. So describe in zones, starting with the last Zone 6 - down the tube uniformly increasing temperature, as stainless steel has low thermal conductivity, so the growth is fast enough. It's nothing special. Teflon liner working in good conditions, the filament is heated slowly, the heat passing through the tube disperses top radiator or holder.
Zone 5 Due to the fact that it is put on a small aluminum tube radiator, the temperature is almost constant and lies in the region not higher than the softening start plastic! To flow through the tube from the zone 4, the heat has time to dissipate heat sink - as the tube in the zone 4 is a thermal barrier between the hot and cold sides.
Zone 4 - zone of active softening plastic zone of a thermal barrier. The length of it is not great. Here begins to heat up the plastic to form a plug that serves as the piston is pushed farther. As shown by colleagues from reprapology.info if the plug-piston increases in length, this leads to stop printing because of rising tensions and painful problems with cleaning. To prevent the growth of the tube and serves as a small heatsink above, in the fifth zone. With the influx of heat from the thermal bridge made of stainless steel, it is heated, it is more begins to dissipate heat. Thus the process of self-stabilizing and get to the stable operation becomes not difficult. Heat dissipation radiator is large, and the thermal resistance of the bridge between the head and the radiator - large, however, the growth temperature is high distance, and hence in this interval with a high probability fits point optimum operating temperature for short, efficient piston. I did not even bore tapered tube made of stainless steel as they had only slightly polirnul to Teflon liner good entry and exit. Ring insert a well-polished - inside, of course. The size of the bottom of the radiator should be selected so that its temperature was around 100-110 degrees, probably (this is the usual temperature of a desktop printer). This is done in order to possibly a large part of the zone of the thermal barrier was in the probable working temperature range (Slug!). So if you speak briefly - for the stable operation of the head is necessary to the existence of a narrow zone of high thermal resistance (thermal barrier and call it), which in the little over the temperature would vary from working (think 235), up to 100 degrees - about the temperature of your desktop. Lower the heat sink to cool below this temperature, I think it inappropriate - it becomes more difficult to control the actual width of the zone Slug, and on stainless steel tube up a lot of heat does not leak, and unnecessary energy loss. Yes! Important! Most heads designed or work better, with continuous small fan blowing!
Area 3 - I believe that it is precisely in the final formation of the plug, because there is enough strong heating is the place of the brass head and stainless steel tube. However, this heat somehow works on the molten filament.
Zone 2 - the active zone melting. When pulling the bar from a running head (experiments) - it was clear that the central part at a distance from the walls remained unmelted, that is, as promised theory comes from the melting of the wall to the center of the bar. Active heating zone is selected sufficiently long - a centimeter and a half. For rod 3mm in diameter, it has a value as it slowly warmed to the same convenient shake heater - is where to turn.
Area 1 The temperature is almost stable, gradually decreases toward the nozzle, there is a well-placed temperature sensor - it will show the temperature closest to the actual temperature of the melt flowing. The total length of the brass parts, such as head and popular J-Head Mk 5-VB.

It should be said that the lack of threaded connections at the junction of the heated part of the tube and stainless steel - thermal insulator, is quite justified, because the melt does not leak, and the thread to get inside the plastic, it is still difficult to unwind. Clean hotend in case of change of plastic and is sometimes the case hardening was not difficult - including head warm-up, waited, took a reverse filament extruder, helping hand, squeeze out liquid residues barbecue bamboo stick through the nozzle - is just the diameter. If it is very necessary, the melt can be removed drill - just give it a warm, along with the plastic to melt the latter. Teflon, too, hot, pulled out easily.
More on why becoming increasingly popular all-metal hotendy. Yes, the plastic gives significantly less friction than metal, especially if you take Teflon. The only trouble is that the PTFE (Teflon) under mechanical load flows and bends a little, even at ordinary temperatures. This property has led to its almost complete disappearance of the structures where Teflon played the role of a thermal barrier. It turned out badly. It remains its use as inner liners - where nowhere to run to him especially, and slight curvature of the channel to anything unpleasant does not lead, and insert-tube if need be easily removed and inserted into the new one. Really, I have not had to change them. To take out to see - take out, and I - no. Here it is competition - very slippery. For the thermal barrier is often used a different type of plastic (as pictured above) - PEEK. It is much more durable, more resistant and less slippery plastic. By the way - and expensive and scarce. The problem of head, where it is used is that the maximum operating temperature of 250 ° C there about. Above begins the risk of leakage at the threaded joint. However, such temperatures are usually enough.

Now for the actual printing - look at the drawing, at the end of hotenda have a penny around the die, he is serving for smoothing plastic streams. When printing, the settings specified height of the bed - it is always smaller than the diameter of the die. 0 for example, 35 mm height and can be 0, 0 and 2 mm, 25 mm, it depends on what is required. Thus, the stream of plastic forcing in the form of the cylinder, smeared snout to the end of the head. For small smearing, it turns out the worst relationship between the layers, with a large, increasing the width of the line, and thus decreases the print resolution. On the embossed line, even if its total flatness, you can see the bubbles - water, which could gain filaments. ABS - captures moisture from the air is weaker, nylon - stronger. And typing a wet product is obtained Caproni much softer, and even a little lighter.
To be able to somehow evaluate the possibilities of heads, I undertook a series of experiments. The main parameter of interest for me - speed. B> Program Pronterface, control printing, allows you to set all the parameters manually print: head temperature, the desktop, the feed rate of the extruder. The yarn is extruded into the air - a complete absence of other obstacles.