1223
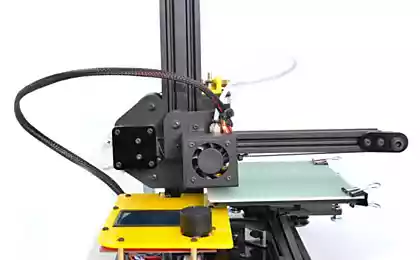
后置打印机:从头部两侧一看
总体看法 - 如何使用它们,亲戚的比喻。适度的现实。只有FDM,只有一个家,生活 - 而是来自内部和细节。 Hotend?在上下文中,与区和温度的时间表。优点,并且打印头的设计的各种解决方案的性能的缺点。打印功能剪线和实验,以获得最佳设置表高速打印卡普隆(尼龙)。他们的结论。在一个良好的供应尼龙棒在挤出机的组织。这是非常令人兴奋和戏剧性。 I>
关于3-D打印机,现在写了很多,写热情地描述了各种模型和技术,以及许多他们的技能。现在我站在你面前,一个简单的俄罗斯人来自立陶宛©,一个3-D打印机。当然,他收集了自己。不从集合 - 年半前,有几集,他们是昂贵的。一切都在计划中,选择了自己,只专注在互联网上。但我不想谈论它,我想谈谈发生了什么事,然后 - 它建成后,我认为这个问题 - 这是为什么? - 他能做什么 - ?为什么买它 B> - 许多人问自己的技术牵着走
让我们依次是:第一,我建了。这是非常有趣的,在这个意义上,不断有解决许多技术问题,查找原因的异常操作 - 通过计算,往往是间接的。在技术奥秘是一种游戏。它赢得的。为了改善。我看了很可能的改进。做了一些 - 非常高兴。然后,他开发了一个非常友好的主机端传感器打印机。他我甚至一度卖。嗯,一组传感器 - 而不是发财这一点,但我很高兴从我真诚地感谢为买方了。鼓捣打印头 - 让,尽管制造质量好(品牌MK IV)有很多缺点。她只有一个 - 又买更贵。他发展了他 - 会笑第一次发生了一件事情,虽然不是完美的。不过,我不是盲目的,仔细检查,他读了他们写的东西,也只有这样做了。然后,他开始明白。实验。有一个长时间的休息 - 在感到沮丧和压抑,但它不与打印机进行通信,所以秸秆扣回大象的现在我有四个头不同直径的,打印机打印速度快三倍以上被认为是正常的,并打印了一层150微米。而打印不昂贵的进口长丝和廉价的鱼线微调。 B>原来非常非常强烈,但不是没有招数。
在图片中,我们进一步讲,现在:
所以 - 显然,我得到了一个便捷的方法,使制成的塑料和大量的从技术创新的积极情绪,提高技能,以解决工程问题的一个小东西。 B>不知何故。但不要忘了 - 我被任命为科学家和化学工程师。吨。如我已经有一定的技巧,并掌握了发现的结果,而且,还是个业余电子和计算机技术人员的方法。
使采集在质询的这样一个过程的重量。现在,了解他们对哈布雷的下一篇文章,什么它提醒我......我已经得到了很好的老科学技术杂志,我还记得。因此,60,70 80年代 - 这是写无处不在,更多的计算机的奇妙的可能性和更多的,他们变得越来越多,他们变得越来越生活逐渐出现并予以公布。那张纸印刷的薪金将带来的计算 - 是不是更多的错误!火车票价在莫斯科,突然变得异常好买。随后赶来的家用电脑 - BC-0010,收音机86,Microsha - 它们主要用于自己的维护工作,真正使用他们来说,这是很难和不舒服。他们提出了数以千计的脆弱和笨拙的应用,他们已现代化 - 我是一个无线电86与56K存储器中和ROM的64K(!)(!) - 那里放置所有的程序,但这次是在业界是区域和没有计算机是是不够的。但多远他们是从的人!©。 这是非常相似的,以目前的情况来看,能够进行3D打印了 - 很多“业余无线电”,都是各忙各的小FDM打印机 B>(R E - 。那些谁打印的东西涓流),以及这个时候,牙医和珠宝商有其充分利用。医生,而在单份 - 但用在制造它会花费太多
的独特性,因为,
事实证明,我们有另一种工具,技术进步的发展。到目前为止,只有这个 B>但是药 - 低开始摩拳擦掌,准备开始使用它们积极,这是可以理解的,药 - 知识密集型产业。也许这些地方,你可以找到相当多,但它是不公平的一般读者Habra的只是一堆赤裸裸的说法 - 即使它是主体,甚至 - 诚实
所以,今天我要你谈谈如何工作,我们的家用打印机的节点之一 - 打印头。你会说 - 是的,有什么有趣的!和熔融塑料流过孔。如果用三个词 - 类似的东西,但这个定义分为几十种不同型号的负责人,其中包括了极坏的 - 人们保持清洁和肮脏的骂人塑料。哦,这是我怀疑这个原因。有头将只与解放军-polilaktidom。他,虽然,非常环保,是不好的无处不在。相反,它是很好的,这很容易使一个便宜的和稳定的操作打印机。特别是有在高速工作,与不太低熔点塑料的头要工作,而迅速降低。 我尽量有趣的告诉你,我经常挖在互联网上的一般模式,部分发现自己 - 已经投入了大量的经验和大量的思考,的情况已经在这一切混乱,所以如果我的意见并不与一致您的要求坚决不打我,考虑到我写在他们的系统中测量的结果,所以他们可能不同于普通的。我试图检查一切 - 在一个或多或少。想想吧,尝试一下,也许你会从中受益的信息。
所以,我们会谈谈头打印机最常见的类型 - 在打印对象是由塑料鱼线改造打印机。莱斯克俗称丝或焊条。他的材料 - 通常是ABS塑料,这意味着 - 丙烯腈 - 丁二烯 - 苯乙烯 - 只是普通的塑料,还散发安慰剂聚乳酸是在俄罗斯的名字是正确的,不管反驳他的直接翻译自英语 - 聚合物,特意制作为三维打印机。然而,这是理论上可以使用几乎任何热塑性。实际上使用 - 尼龙/尼龙,聚乙烯醇, - 它可溶于水和其他。塑料聚乳酸 - 如打印机制造商,因为他最少的问题,它的部分是在几乎任何环境下获得的。有关打印对其他多种类型的塑料的工匠传闻。
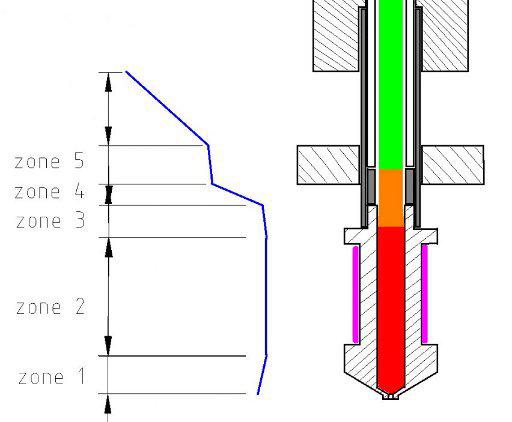
所以 - 打印机部件,其中融长丝和挤压的聚合物熔融流称为打印头。它的一个重要组成部分,是 - 挤出机单元,刺激纤维,并将其推到加热头上的另一部分 - hotend。它上面上的画面。让hotenda断层图像,并且在这种情况下,温度分布。我必须从<一个感谢我的同事href="http://reprapology.info/archive/1422/rheology/">reprapology.info/archive/1422/rheology/
- 在此页面中,我学会了如何熔化和挤出从头部字符串熔体的初期表现。几个方案:紫在头部的外 - 加热线圈镍铬合金或康塔尔,但磁头通常被用作加热电阻器 - 这是方便的生产,但降低加热的字段的可靠性和均匀性,因为电阻器放置在本地的,因此遇到局部过热。然而,这里的根本区别净电阻或绕组。
红色的头部的下部 - 熔融聚合物的区域,它是异构的,作为聚合物的粘度在一定温度范围内的变化,并且橙色区域 - 其中聚合物已加热至可塑性的区域,但不流淌。这个地区是非常重要的 - 它扩展略有塑料棒,紧在墙上,变成了活塞,而通过出口推动熔体 - 死亡。绿色 - 在那里并没有发生可塑性显著的变化又和棒传递的压力没有折痕的区域。不同的阴影显示了铜头,铝制散热器。白色强调聚四氟乙烯管,钢轨,由于非常低的摩擦和酒吧沿着它,它以最小的阻力下运行。灰色 - 不锈钢管,提着人头和散热器,以及环 - 插入 - 它避免了机械应力对聚四氟乙烯管进入最热的部分。这一点很重要 - 聚四氟乙烯,在这种情况下,它是机械脆弱,所以在这里它无处不依赖于钢 - 可以是一个有点漏气,但很快,而这片铁氟龙管很容易更换。不锈钢管焊接到黄铜头用银焊料 - 这样的热稳定性和耐久性的问题 - 没有。环(内抛光,以减少摩擦!)只需投资并寄托在一聚四氟乙烯管的顶部。注 - 不锈钢应该是低导热性的,并且,对于它选择。这通常是像H18N10。
在左边,在图片中,可以看到伊普温度(约计图)沿管轴。对于规模的精度不能回答,但是方向一定要正确。从轴线到区域的布局的更远,温度较高。 所以描述的区域,从最后 B>:顶部 - 一切都很酷。
区域6 B> - 向下管均匀增加温度,因为不锈钢具有导热系数低,所以生长速度不够快。这没什么特别的。聚四氟乙烯衬里良好的条件下工作,灯丝缓慢加热,热量通过管道分散顶级散热器或持有人。
5区 B>由于这样的事实,它被放在一个小铝管散热器,温度几乎不变,位于该地区不低于软化开始塑料高!流过管从区域4中,热有时间消散散热器 - 作为管中的区域4是高温和低温侧之间的热障。
第4区 B> - 的热障活跃软化塑性区的区域。它的长度不是很大。这里开始加热塑料,以形成一个插头,用作活塞被进一步推动。由于从reprapology.info如果插件活塞的长度增加所示的同事,这会导致停止,因为上升的紧张和痛苦的问题,清洗打印。为了防止管的生长和用作小散热器之上,在第五区。随着从由不锈钢制成的热桥的热的流入,它被加热时,它是更开始散热。因而自稳定,并获得了稳定的操作过程变得并不困难。散热辐射器是大的,以及在头部和散热器之间的桥梁的热阻 - 大,但是,生长温度高的距离,并因此在此区间有很高的几率为短,有效活塞配合点最佳运行温度。我甚至没有孔锥形管由不锈钢制成的,因为他们只有小幅polirnul聚四氟乙烯衬里良好的进入和退出。环插入一个精心打磨 - 里面的,当然。散热器的底部的尺寸应选择为使得它的温度约为100-110度,可能(这是一个桌面打印机的通常温度)。这样做是为了做热障的区域可能有很大一部分是在可能的工作温度范围(弹头!)。所以,如果你简单说说 - 对头部的稳定运行是必要的高耐热性的狭窄区域的存在(热障并调用它),这在略高于温度将无法正常工作而异(想想235),最高可达100度 - 你的桌面的温度。降低散热片冷却到低于这个温度,我认为是不恰当 - 它变得更加难以控制的区域弹头的实际宽度,以及不锈钢管了大量的热量不外泄,和不必要的能量损失。是的!重要!大多数头设计或更好的工作,连续小风扇吹!
3区 B> - 我认为,恰恰是在插件的最终形成,因为有足够强大的加热是铜头,不锈钢管的地方。但是,此热以某种方式在熔融长丝。
2区 B> - 活动区熔。当从正在运行的头拉杆(实验) - 很明显,在从所述壁的距离的中心部分仍然未熔化,也就是,如许理论来自壁的熔化到棒的中心。主动加热区域选择足够长的 - 一公分半。在直径的杆3mm时,它具有价值,因为它缓慢温热至同一方便摇加热器 - 是其中转
区域1 该温度几乎稳定,逐渐减少向喷嘴,有一个良好的放置温度传感器 - 它会显示最接近流动的熔体的实际温度的温度。黄铜部分,如头部和流行的J-头MK 5-VB的总长度。

应该说,由于缺乏在管和不锈钢的经加热部分的交界处螺纹连接的 - 热绝缘体,是相当合理的,因为熔体不泄漏,并且线程来获得塑料内,但仍然难以放松。清洁hotend情况下的塑料变化,有时也如此硬化并不困难 - 包括头部热身,等待着,拍了反向长丝挤出机,伸出援助之手,挤出液体残留物的烧烤竹签通过喷嘴 - 仅仅是直径。如果它是非常有必要的,熔体可以去掉钻 - 只要给它一个温暖的,随着塑料融化后者。特富龙,也热,掏出容易。
更多关于为何越来越流行的全金属hotendy。是,塑料给出比金属摩擦显著少了,特别是如果你把特富龙。唯一的麻烦是,PTFE(聚四氟乙烯)机械负载下的流动和弯曲一点,即使在常温下。此属性导致其几乎完全在哪里聚四氟乙烯起到了隔热作用的结构消失。原来严重。它保持其作为内衬层使用 - 在无处可逃他尤其,和信道,以任何不愉快的微小曲率不含铅,并插入管如果需要,可以容易地除去,并插入新的。说真的,我还没有改变他们。要拿出看到 - 冒了出来,而我 - 没有。这就是竞争 - 很滑。用于热障经常用于不同类型的塑料(如上图) - PEEK。这是更耐用,更耐磨,少滑的塑料。顺便说一句 - 昂贵和稀缺。头,在那里它被用于的问题是,在250℃的最大操作温度有大约。上面开始泄漏的在螺纹接头的风险。然而,这样的温度通常足够。
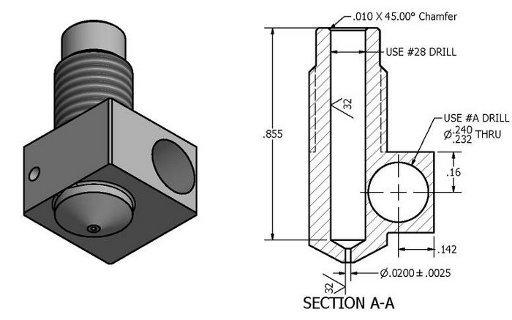
现在的实际印刷 - 看图纸,在hotenda年底大约有模一分钱,他是服务于平滑的塑料流。打印时,所指定的床的高度的设置 - 它总是比模具的直径小。 0为例如35毫米的高度,并且可以是0,0和2毫米,25个毫米,这取决于需要什么。因此,塑料迫使在气缸的形式流,涂抹吻到头部的末端。对于小的污点,事实证明在层之间最坏的关系,具有大,增加了线的宽度,并因此降低了打印分辨率。在压印线,即使其总的平整度,可以看到泡沫 - 水,能获得的细丝。 ABS - 捕捉空气中的水分较弱,尼龙 - 更强。和打字湿产品获得卡普罗尼更软,甚至有点轻。
要能够以某种方式评价负责人的可能性,我进行了一系列的实验。 。对我感兴趣的主要参数 - 速度计划Pronterface,控制打印,允许你设置的所有参数手动打印:头温度,台式机,挤出机的进给速度。纱线被挤出到空气 - 完全缺乏的其他障碍。
关于3-D打印机,现在写了很多,写热情地描述了各种模型和技术,以及许多他们的技能。现在我站在你面前,一个简单的俄罗斯人来自立陶宛©,一个3-D打印机。当然,他收集了自己。不从集合 - 年半前,有几集,他们是昂贵的。一切都在计划中,选择了自己,只专注在互联网上。但我不想谈论它,我想谈谈发生了什么事,然后 - 它建成后,我认为这个问题 - 这是为什么? - 他能做什么 - ?为什么买它 B> - 许多人问自己的技术牵着走
让我们依次是:第一,我建了。这是非常有趣的,在这个意义上,不断有解决许多技术问题,查找原因的异常操作 - 通过计算,往往是间接的。在技术奥秘是一种游戏。它赢得的。为了改善。我看了很可能的改进。做了一些 - 非常高兴。然后,他开发了一个非常友好的主机端传感器打印机。他我甚至一度卖。嗯,一组传感器 - 而不是发财这一点,但我很高兴从我真诚地感谢为买方了。鼓捣打印头 - 让,尽管制造质量好(品牌MK IV)有很多缺点。她只有一个 - 又买更贵。他发展了他 - 会笑第一次发生了一件事情,虽然不是完美的。不过,我不是盲目的,仔细检查,他读了他们写的东西,也只有这样做了。然后,他开始明白。实验。有一个长时间的休息 - 在感到沮丧和压抑,但它不与打印机进行通信,所以秸秆扣回大象的现在我有四个头不同直径的,打印机打印速度快三倍以上被认为是正常的,并打印了一层150微米。而打印不昂贵的进口长丝和廉价的鱼线微调。 B>原来非常非常强烈,但不是没有招数。

在图片中,我们进一步讲,现在:
所以 - 显然,我得到了一个便捷的方法,使制成的塑料和大量的从技术创新的积极情绪,提高技能,以解决工程问题的一个小东西。 B>不知何故。但不要忘了 - 我被任命为科学家和化学工程师。吨。如我已经有一定的技巧,并掌握了发现的结果,而且,还是个业余电子和计算机技术人员的方法。
使采集在质询的这样一个过程的重量。现在,了解他们对哈布雷的下一篇文章,什么它提醒我......我已经得到了很好的老科学技术杂志,我还记得。因此,60,70 80年代 - 这是写无处不在,更多的计算机的奇妙的可能性和更多的,他们变得越来越多,他们变得越来越生活逐渐出现并予以公布。那张纸印刷的薪金将带来的计算 - 是不是更多的错误!火车票价在莫斯科,突然变得异常好买。随后赶来的家用电脑 - BC-0010,收音机86,Microsha - 它们主要用于自己的维护工作,真正使用他们来说,这是很难和不舒服。他们提出了数以千计的脆弱和笨拙的应用,他们已现代化 - 我是一个无线电86与56K存储器中和ROM的64K(!)(!) - 那里放置所有的程序,但这次是在业界是区域和没有计算机是是不够的。但多远他们是从的人!©。 这是非常相似的,以目前的情况来看,能够进行3D打印了 - 很多“业余无线电”,都是各忙各的小FDM打印机 B>(R E - 。那些谁打印的东西涓流),以及这个时候,牙医和珠宝商有其充分利用。医生,而在单份 - 但用在制造它会花费太多
的独特性,因为,
事实证明,我们有另一种工具,技术进步的发展。到目前为止,只有这个 B>但是药 - 低开始摩拳擦掌,准备开始使用它们积极,这是可以理解的,药 - 知识密集型产业。也许这些地方,你可以找到相当多,但它是不公平的一般读者Habra的只是一堆赤裸裸的说法 - 即使它是主体,甚至 - 诚实
所以,今天我要你谈谈如何工作,我们的家用打印机的节点之一 - 打印头。你会说 - 是的,有什么有趣的!和熔融塑料流过孔。如果用三个词 - 类似的东西,但这个定义分为几十种不同型号的负责人,其中包括了极坏的 - 人们保持清洁和肮脏的骂人塑料。哦,这是我怀疑这个原因。有头将只与解放军-polilaktidom。他,虽然,非常环保,是不好的无处不在。相反,它是很好的,这很容易使一个便宜的和稳定的操作打印机。特别是有在高速工作,与不太低熔点塑料的头要工作,而迅速降低。 我尽量有趣的告诉你,我经常挖在互联网上的一般模式,部分发现自己 - 已经投入了大量的经验和大量的思考,的情况已经在这一切混乱,所以如果我的意见并不与一致您的要求坚决不打我,考虑到我写在他们的系统中测量的结果,所以他们可能不同于普通的。我试图检查一切 - 在一个或多或少。想想吧,尝试一下,也许你会从中受益的信息。
所以,我们会谈谈头打印机最常见的类型 - 在打印对象是由塑料鱼线改造打印机。莱斯克俗称丝或焊条。他的材料 - 通常是ABS塑料,这意味着 - 丙烯腈 - 丁二烯 - 苯乙烯 - 只是普通的塑料,还散发安慰剂聚乳酸是在俄罗斯的名字是正确的,不管反驳他的直接翻译自英语 - 聚合物,特意制作为三维打印机。然而,这是理论上可以使用几乎任何热塑性。实际上使用 - 尼龙/尼龙,聚乙烯醇, - 它可溶于水和其他。塑料聚乳酸 - 如打印机制造商,因为他最少的问题,它的部分是在几乎任何环境下获得的。有关打印对其他多种类型的塑料的工匠传闻。
所以 - 打印机部件,其中融长丝和挤压的聚合物熔融流称为打印头。它的一个重要组成部分,是 - 挤出机单元,刺激纤维,并将其推到加热头上的另一部分 - hotend。它上面上的画面。让hotenda断层图像,并且在这种情况下,温度分布。我必须从<一个感谢我的同事href="http://reprapology.info/archive/1422/rheology/">reprapology.info/archive/1422/rheology/
- 在此页面中,我学会了如何熔化和挤出从头部字符串熔体的初期表现。几个方案:紫在头部的外 - 加热线圈镍铬合金或康塔尔,但磁头通常被用作加热电阻器 - 这是方便的生产,但降低加热的字段的可靠性和均匀性,因为电阻器放置在本地的,因此遇到局部过热。然而,这里的根本区别净电阻或绕组。
红色的头部的下部 - 熔融聚合物的区域,它是异构的,作为聚合物的粘度在一定温度范围内的变化,并且橙色区域 - 其中聚合物已加热至可塑性的区域,但不流淌。这个地区是非常重要的 - 它扩展略有塑料棒,紧在墙上,变成了活塞,而通过出口推动熔体 - 死亡。绿色 - 在那里并没有发生可塑性显著的变化又和棒传递的压力没有折痕的区域。不同的阴影显示了铜头,铝制散热器。白色强调聚四氟乙烯管,钢轨,由于非常低的摩擦和酒吧沿着它,它以最小的阻力下运行。灰色 - 不锈钢管,提着人头和散热器,以及环 - 插入 - 它避免了机械应力对聚四氟乙烯管进入最热的部分。这一点很重要 - 聚四氟乙烯,在这种情况下,它是机械脆弱,所以在这里它无处不依赖于钢 - 可以是一个有点漏气,但很快,而这片铁氟龙管很容易更换。不锈钢管焊接到黄铜头用银焊料 - 这样的热稳定性和耐久性的问题 - 没有。环(内抛光,以减少摩擦!)只需投资并寄托在一聚四氟乙烯管的顶部。注 - 不锈钢应该是低导热性的,并且,对于它选择。这通常是像H18N10。
在左边,在图片中,可以看到伊普温度(约计图)沿管轴。对于规模的精度不能回答,但是方向一定要正确。从轴线到区域的布局的更远,温度较高。 所以描述的区域,从最后 B>:顶部 - 一切都很酷。
区域6 B> - 向下管均匀增加温度,因为不锈钢具有导热系数低,所以生长速度不够快。这没什么特别的。聚四氟乙烯衬里良好的条件下工作,灯丝缓慢加热,热量通过管道分散顶级散热器或持有人。
5区 B>由于这样的事实,它被放在一个小铝管散热器,温度几乎不变,位于该地区不低于软化开始塑料高!流过管从区域4中,热有时间消散散热器 - 作为管中的区域4是高温和低温侧之间的热障。
第4区 B> - 的热障活跃软化塑性区的区域。它的长度不是很大。这里开始加热塑料,以形成一个插头,用作活塞被进一步推动。由于从reprapology.info如果插件活塞的长度增加所示的同事,这会导致停止,因为上升的紧张和痛苦的问题,清洗打印。为了防止管的生长和用作小散热器之上,在第五区。随着从由不锈钢制成的热桥的热的流入,它被加热时,它是更开始散热。因而自稳定,并获得了稳定的操作过程变得并不困难。散热辐射器是大的,以及在头部和散热器之间的桥梁的热阻 - 大,但是,生长温度高的距离,并因此在此区间有很高的几率为短,有效活塞配合点最佳运行温度。我甚至没有孔锥形管由不锈钢制成的,因为他们只有小幅polirnul聚四氟乙烯衬里良好的进入和退出。环插入一个精心打磨 - 里面的,当然。散热器的底部的尺寸应选择为使得它的温度约为100-110度,可能(这是一个桌面打印机的通常温度)。这样做是为了做热障的区域可能有很大一部分是在可能的工作温度范围(弹头!)。所以,如果你简单说说 - 对头部的稳定运行是必要的高耐热性的狭窄区域的存在(热障并调用它),这在略高于温度将无法正常工作而异(想想235),最高可达100度 - 你的桌面的温度。降低散热片冷却到低于这个温度,我认为是不恰当 - 它变得更加难以控制的区域弹头的实际宽度,以及不锈钢管了大量的热量不外泄,和不必要的能量损失。是的!重要!大多数头设计或更好的工作,连续小风扇吹!
3区 B> - 我认为,恰恰是在插件的最终形成,因为有足够强大的加热是铜头,不锈钢管的地方。但是,此热以某种方式在熔融长丝。
2区 B> - 活动区熔。当从正在运行的头拉杆(实验) - 很明显,在从所述壁的距离的中心部分仍然未熔化,也就是,如许理论来自壁的熔化到棒的中心。主动加热区域选择足够长的 - 一公分半。在直径的杆3mm时,它具有价值,因为它缓慢温热至同一方便摇加热器 - 是其中转
区域1 该温度几乎稳定,逐渐减少向喷嘴,有一个良好的放置温度传感器 - 它会显示最接近流动的熔体的实际温度的温度。黄铜部分,如头部和流行的J-头MK 5-VB的总长度。

应该说,由于缺乏在管和不锈钢的经加热部分的交界处螺纹连接的 - 热绝缘体,是相当合理的,因为熔体不泄漏,并且线程来获得塑料内,但仍然难以放松。清洁hotend情况下的塑料变化,有时也如此硬化并不困难 - 包括头部热身,等待着,拍了反向长丝挤出机,伸出援助之手,挤出液体残留物的烧烤竹签通过喷嘴 - 仅仅是直径。如果它是非常有必要的,熔体可以去掉钻 - 只要给它一个温暖的,随着塑料融化后者。特富龙,也热,掏出容易。
更多关于为何越来越流行的全金属hotendy。是,塑料给出比金属摩擦显著少了,特别是如果你把特富龙。唯一的麻烦是,PTFE(聚四氟乙烯)机械负载下的流动和弯曲一点,即使在常温下。此属性导致其几乎完全在哪里聚四氟乙烯起到了隔热作用的结构消失。原来严重。它保持其作为内衬层使用 - 在无处可逃他尤其,和信道,以任何不愉快的微小曲率不含铅,并插入管如果需要,可以容易地除去,并插入新的。说真的,我还没有改变他们。要拿出看到 - 冒了出来,而我 - 没有。这就是竞争 - 很滑。用于热障经常用于不同类型的塑料(如上图) - PEEK。这是更耐用,更耐磨,少滑的塑料。顺便说一句 - 昂贵和稀缺。头,在那里它被用于的问题是,在250℃的最大操作温度有大约。上面开始泄漏的在螺纹接头的风险。然而,这样的温度通常足够。

现在的实际印刷 - 看图纸,在hotenda年底大约有模一分钱,他是服务于平滑的塑料流。打印时,所指定的床的高度的设置 - 它总是比模具的直径小。 0为例如35毫米的高度,并且可以是0,0和2毫米,25个毫米,这取决于需要什么。因此,塑料迫使在气缸的形式流,涂抹吻到头部的末端。对于小的污点,事实证明在层之间最坏的关系,具有大,增加了线的宽度,并因此降低了打印分辨率。在压印线,即使其总的平整度,可以看到泡沫 - 水,能获得的细丝。 ABS - 捕捉空气中的水分较弱,尼龙 - 更强。和打字湿产品获得卡普罗尼更软,甚至有点轻。
要能够以某种方式评价负责人的可能性,我进行了一系列的实验。 。对我感兴趣的主要参数 - 速度计划Pronterface,控制打印,允许你设置的所有参数手动打印:头温度,台式机,挤出机的进给速度。纱线被挤出到空气 - 完全缺乏的其他障碍。