7070
1.7
2014-04-04
Технологии лазерного аддитивного производства металлических изделий
Подпишитесь на наш канал в Телеграм чтобы не пропустить интересную статью!

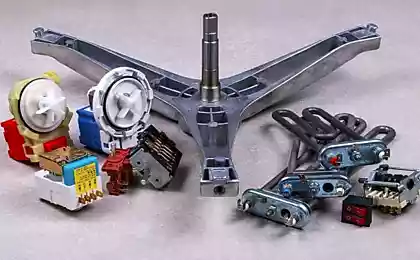
В этом обзоре я попытался в популярной форме привести основные сведения о производстве металлических изделий методом лазерного аддитивного производства – сравнительно новом и интересном технологическом методе, возникшем в конце 80-х и ставшем в наши дни перспективной технологией для мелкосерийного или единичного производства в области медицины, самолето- и ракетостроения.
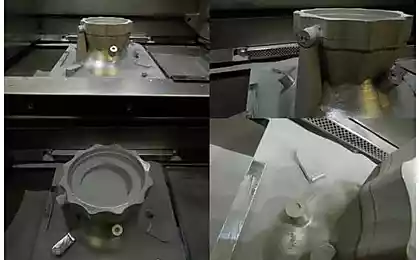
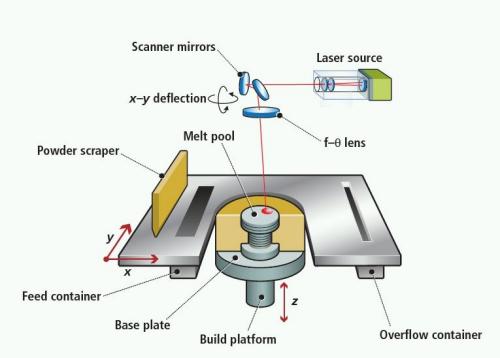
Кратко описать принцип работы установки для аддитивного производства с помощью лазерного излучения можно следующим образом. Устройство для нанесения и выравнивания слоя порошка снимает слой порошка с питателя и равномерным слоем распределяет его по поверхности подложки. После чего лазерный луч сканирует поверхность данного слоя порошка и путем оплавления или спекания формирует изделие. По окончанию сканирования порошкового слоя платформа с изготавливаемым изделием опускается на толщину наносимого слоя, а платформа с порошком поднимается, и процесс нанесения слоя порошка и сканирования повторяется. После завершения процесса платформа с изделием поднимается и очищается от неиспользованного порошка.
Одной из основных частей в установках аддитивного производства является лазерная система, в которой используются CO2, Nd:YAG, иттербий волоконный или дисковый лазеры. Установлено, что использование лазеров с длиной волны 1-1,1 мкм для нагрева металлов и карбидов предпочтительнее, поскольку они на 25-65% лучше поглощают генерируемое лазером излучение. В тоже время, использование CO2 лазера с длиной волны 10,64 мкм наиболее лучше подходит для таких материалов, как полимеры и оксидная керамика. Более высокая абсорбционная способность позволяет увеличить глубину проплавления и в более широких пределах варьировать параметрами процесса. Обычно лазеры, используемые в аддитивном производстве, работают в непрерывном режиме. По сравнению с ними применение лазеров работающих в импульсном режиме и в модулированной добротности за счет их большой энергии импульса и короткой продолжительности импульса (наносекунды) даёт возможность улучшить прочность связи между слоями и уменьшить зону термического воздействия. В заключение можно отметить, что характеристики используемых лазерных систем лежат в таких пределах: мощность лазера – 50-500 Вт, скорость сканирования до 2 м/с, скорость позиционирования до 7 м/с, диаметр фокусированного пятна – 35-400 мкм.
Помимо лазера как источник нагрева порошка может быть использован электронно-лучевой нагрев. Этот вариант фирма Arcam предложила и реализовала в своих установках в 1997 г. Установка с электронно-лучевой пушкой характеризуется отсутствием подвижных частей, так как электронный луч фокусируется и направляется с помощью магнитного поля и дефлекторов, а создание в камере вакуума положительно сказывается на качестве изделий.
Одним из важных условий при аддитивном производстве является создание защитной среды предотвращающей окисление порошка. Для выполнения этого условия используют аргон или азот. Однако применение азота как защитного газа ограничено, что связанно с возможностью образования нитридов (например, AlN, TiN при изготовлении изделий из алюминиевых и титановых сплавов), которые приводят к понижению пластичности материала.
Методы лазерного аддитивного производства по особенностям процесса уплотнения материала можно разделить на селективное лазерное спекание (Selective Laser Sintering (SLS)), непрямое лазерное спекание металлов (Indirect Laser Metal Sintering (ILMS)), прямое лазерное спекание металлов (Direct Laser Metal Sintering (DLMS)) и селективное лазерное плавление (Selective Laser Melting (SLM)). В первом варианте уплотнение слоя порошка происходит за счет твердофазного спекания. Во втором – за счет пропитки связкой пористого каркаса ранее сформированного лазерным излучением. В основе прямого лазерного спекания металлов лежит уплотнение по механизму жидкофазного спекания за счет плавления легкоплавкого компонента в порошковой смеси. В последнем варианте уплотнение происходит за счет полного плавления и растекания расплава. Стоит отметить, что эта классификация не является универсальной, поскольку в одном типе процесса аддитивного производства могут проявляться механизмы уплотнения, которые характерны для других процессов. Например, при DLMS и SLM может наблюдаться твердофазное спекание, которое имеет место при SLS, тогда как при SLM может происходить жидкофазное спекание, которое более характерно для DLMS.
Селективное лазерное спекание (SLS)
Твердофазное селективное лазерное спекание не получило широкого распространения, поскольку для более полного протекания объемной и поверхностной диффузии, вязкого течения и других процессов, имеющих место при спекании порошка, требуется относительно длительная выдержка под лазерным излучением. Это приводит к длительной работе лазера и малой производительности процесса, что делает этот процесс экономически не целесообразным. Помимо этого, возникают сложности с поддержанием температуры процесса в интервале между точкой плавления и температурой твердофазного спекания. Преимуществом твердофазного селективного лазерного спекания является возможность использования более широкого круга материалов для изготовления изделий.
Непрямое лазерное спекание металлов (ILMS)
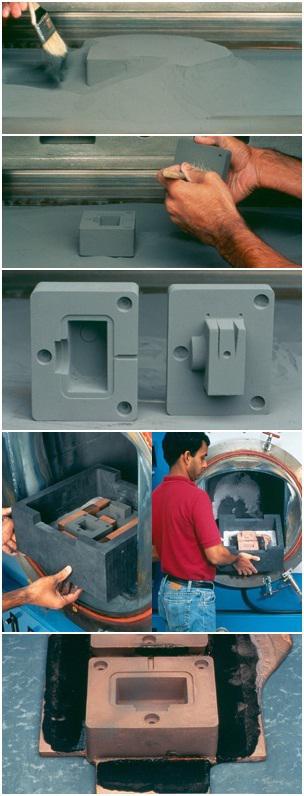
Процесс, получивший название «непрямое лазерное спекание металлов» был разработан компанией DTMcorp of Austin в 1995 г., которая с 2001 г. принадлежит компании 3D Systems. В ILMS процессе используют смесь порошка и полимера или порошок покрытый полимером, где полимер выступает в роли связки и обеспечивает необходимую прочность для проведения дальнейшей термической обработки. На стадии термической обработки проводится отгонка полимера, спекание каркаса и пропитка пористого каркаса металлом-связкой, в результате которой получается готовое изделие.
Для ILMS можно использовать порошки, как металлов, так и керамики или их смесей. Приготовление смеси порошка с полимером проводят механическим смешиванием, при этом содержание полимера составляет около 2-3% (по массе), а в случае использования порошка покрытым полимером, толщина слоя на поверхности частицы составляет около 5 мкм. В качестве связки используют эпоксидные смолы, жидкое стекло, полиамиды и другие полимеры. Температура отгонки полимера определяется температурой его плавления и разложения и в среднем составляет 400-650 oС. После отгонки полимера пористость изделия перед пропиткой составляет около 40%. При пропитке печь нагревают на 100-200 0С выше точки плавления пропитывающего материала, поскольку с повышением температуры уменьшается краевой угол смачивания и понижается вязкость расплава, что благоприятно влияет на процесс пропитки. Обычно пропитку будущих изделий проводят в засыпке из оксида алюминия, которая играет роль поддерживающего каркаса, поскольку в период от отгонки полимера до образования прочных межчастичных контактов существует опасность разрушения или деформации изделия. Защиту от окисления организуют с помощью создания в печи инертной или восстановительной сред. Для пропитки можно использовать довольно разнообразные металлы и сплавы, которые удовлетворяют следующим условиям. Материал для пропитки должен характеризоваться полным отсутствием или незначительным межфазным взаимодействием, малым краевым углом смачивания и иметь температуру плавления ниже, чем у основы. Например, в случае если компоненты взаимодействую между собой, то в процессе пропитки могут происходить нежелательные процессы, такие как образование более тугоплавких соединений или твердых растворов, что может привести к остановке процесса пропитки или негативно сказаться на свойствах и размерах изделия. Обычно для пропитки металлического каркаса используют бронзу, при этом усадка изделия составляет 2-5%.
Одним из недостатков ILMS является отсутствие возможности регулировать в широких пределах содержание тугоплавкой фазы (материала основы). Поскольку её процентное содержание в готовом изделии определяется насыпной плотностью порошка, которая в зависимости от характеристик порошка может быть в три и более раза меньше теоретической плотности материала порошка.
Материалы и их свойства, используемые для ILMS

Прямое лазерное спекание металлов (DLMS)
Процесс прямого лазерного спекания металлов подобен ILMS, однако отличается тем, что вместо полимера используются сплавы или соединения с низкой температурой плавления, а также отсутствует такая технологическая операция, как пропитка. В основе создания концепции DMLS стояла немецкая компания EOS GmbH, которая в 1995 году создала коммерческую установку для прямого лазерного спекания порошковой системы сталь-никелевая бронза. Получение различных изделий методом DLMS основано на затекании образовавшегося расплава-связки в пустоты между частицами под действием капиллярных сил. При этом для успешного выполнения процесса в порошковую смесь добавляют соединения с фосфором, которые снижают поверхностное натяжение, вязкость и степень окисления расплава, тем самым улучшая смачиваемость. Порошок, используемый в качестве связки, обычно имеет меньший размер, чем порошок основы, поскольку это позволяет увеличить насыпную плотность порошковой смеси и ускорить процесс образования расплава.
Материалы и их свойства, используемые для DLMS компанией EOS GmbH

Селективное лазерное плавление (SLM)
Дальнейшее усовершенствование установок для аддитивного производства связано с появлением возможности использования более мощного лазера, меньшего диаметра фокусировочного пятна и нанесения более тонкого слоя порошка, что позволило использовать SLM для изготовления изделий из различных металлов и сплавов. Обычно полученные этим методом изделия имеют пористость 0-3%.
Как и в выше рассмотренных методах (ILMS, DMLS), большую роль в процессе изготовления изделий играет смачиваемость, поверхностное натяжение и вязкость расплава. Одним из факторов сдерживающим использование различных металлов и сплавов для SLM является эффект «образования шариков» или сфероидизация, который проявляется в виде формирования лежащих отдельно друг от друга капель, а не сплошной дорожки расплава. Причиной этого является поверхностное натяжение под действием, которого расплав стремится уменьшить свободную поверхностную энергию путем образования формы с минимальной площадью поверхности, т.е. шара. При этом в полоске расплава наблюдается эффект Марангони, который проявляется в виде конвективных потоков из-за градиента поверхностного натяжения как функции от температуры, и если конвективные потоки достаточно сильные, то полоска расплава разделяется на отдельные капли. Также капля расплава под действием поверхностного натяжения затягивает в себя близлежащие частицы порошка, что приводит к образованию ямки вокруг капли и, в конечном счете, к увеличению пористости.
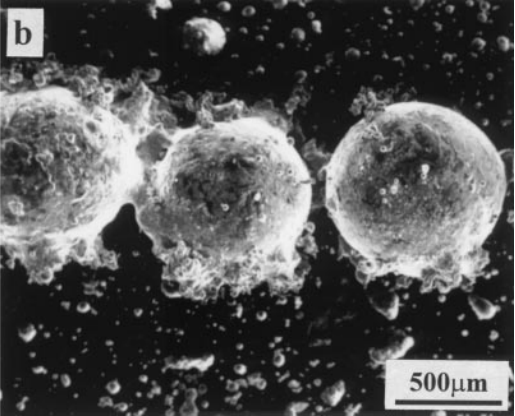
Сфероидизация стали M3/2 при неоптимальных режимах SLM
Эффекту сфероидизации также способствует наличие кислорода, который растворяясь в металле, повышает вязкость расплава, что приводит к ухудшению растекания и смачиваемости расплавом ниже лежащего слоя. По выше перечисленным причинам не удается получить изделия из таких металлов как олово, медь, цинк, свинец.
Стоит отметить, что формирование качественной полоски расплава связано с поиском оптимальной области параметров процесса (мощности лазерного излучения и скорости сканирования), которая обычно достаточно узкая.
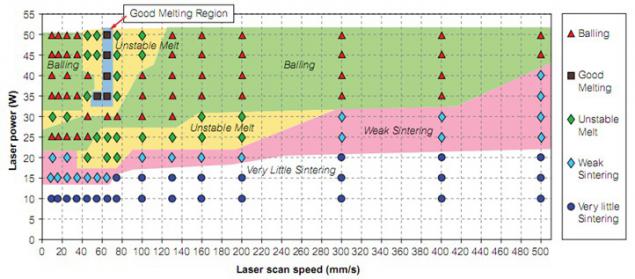
Влияние параметров SLM золота на качество формируемых слоев
Еще одним фактором, влияющим на качество изделий, является появление внутренних напряжений, наличие и величина которых зависит от геометрии изделия, скорости нагрева и охлаждения, коэффициента термического расширения, фазовых и структурных изменений в металле. Значительные внутренние напряжения могут приводить к деформации изделий, образованию микро- и макротрещин.
Частично уменьшить негативное влияние выше упомянутых факторов можно путем использования нагревательных элементов, которые обычно располагаются внутри установки вокруг подложки или питателя с порошком. Нагрев порошка также позволяет удалить адсорбированную влагу с поверхности частиц и тем самым уменьшить степень окисления.
При селективном лазерном плавлении таких металлов как алюминий, медь, золото не маловажным вопросом является их большая отражательная способность, что обуславливает необходимость использования мощной лазерной системы. Но повышение мощности лазерного луча может негативно сказаться на точности размеров изделия, поскольку при чрезмерном нагреве порошок будет плавиться и спекаться за пределами лазерного пятна за счет теплообмена. Большая мощность лазера также может привести к изменению химического состава в результате испарения металла, что особенного характерно для сплавов содержащих легкоплавкие компоненты и имеющих большую упругость паров.
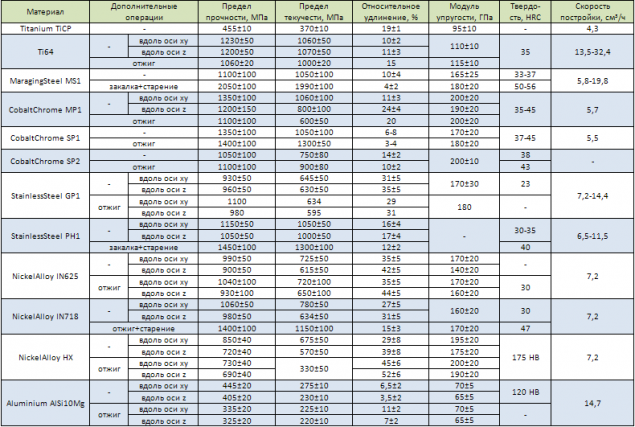
Механические свойства материалов полученных методом SLM (компания EOS GmbH)
Если изделие, полученное одним из выше рассмотренных методов, имеет остаточную пористость, то в случае необходимости применяют дополнительные технологические операции для повышения его плотности. Для этой цели используют методы порошковой металлургии – спекание или горячее изостатическое прессование (ГИП). Спекание позволяет устранить остаточную пористость и повысить физико-механические свойства материала. При этом следует подчеркнуть, что формируемые свойства материала в процессе спекания определяются составом и природой материала, размером и количеством пор, наличием дефектов и другими многочисленными факторами. ГИП представляет собой процесс, в котором заготовка, помещенная в газостат, уплотняется под действием высокой температуры и всестороннего сжатия инертным газом. Рабочее давление и максимальная температура, достигаемая газостатом, зависит от его конструкции и объёма. Например, газостат, имеющий размеры рабочей камеры 900х1800 мм, способен развить температуру 1500 oС и давление 200 МПа. Использование ГИП для устранения пористости без применения герметичной оболочки возможно, если пористость составляет не более 8%, поскольку при большем её значении газ через поры будет попадать внутрь изделия, препятствуя тем самым уплотнению. Исключить проникновение внутрь изделия газа можно путём изготовления стальной герметичной оболочки повторяющую форму поверхности изделия. Однако изделия, получаемые аддитивным производством, в основном имеют сложную форму, что делает невозможным изготовление такой оболочки. В таком случае для уплотнения можно использовать вакуумированный герметичный контейнер, в котором изделие помещено в сыпучую среду (Al2O3, BNгекс, графит), передающей давление на стенки изделия.
После аддитивного производства методом SLM материалы характеризуются анизотропией свойств, повышенной прочностью и пониженной пластичностью из-за наличия остаточных напряжений. Для снятия остаточных напряжений, получения более равновесной структуры, повышения вязкости и пластичности материала проводят отжиг.
Согласно ниже приведенным данным, можно отметить, что изделия, полученные селективным лазерным плавлением, в некоторых случаях прочнее литых на 2-12%. Это можно объяснить малым размером зерен и микроструктурных составляющих, которые образуются в результате быстрого охлаждения расплава. Быстрое переохлаждение расплава значительно увеличивает число зародышей твердой фазы и уменьшает их критический размер. При этом быстро растущие на зародышах кристаллы, соприкасаясь друг с другом, начинают препятствовать своему дальнейшему росту, тем самым формируя мелкозернистую структуру. Зародышами кристаллизации обычно являются неметаллические включения, пузырьки газов или выделившиеся из расплава частицы при их ограниченной растворимости в жидкой фазе. И в общем случае, согласно соотношению Холла-Петча, с уменьшением размера зерна увеличивается прочность металла благодаря развитой сети границ зерен, которая является эффективным барьером для движения дислокаций. Следует отметить, что в силу различного химического состава сплавов и их свойств, условий проведения SLM, выше упомянутые явления, имеющие место при остывании расплава, проявляются с различной интенсивностью.
Механические свойства материалов, полученных SLM и литьем

Конечно, это не значит, что изделия, полученные селективным лазерным плавлением лучше изделий полученных традиционными способами. Благодаря большой гибкости традиционных способов получения изделий можно в широких пределах варьировать свойствами изделия. Например, используя такие методы как изменение температурных условий кристаллизации, легирование и введение в расплав модификаторов, термоциклирование, порошковой металлургии, термомеханическая обработка и др., можно добиться значительного повышения прочностных свойств металлов и сплавов.
Особый интерес представляет использование углеродистой стали для аддитивного производства, как дешевого и обладающего высоким комплексом механических свойств материала. Известно, что с повышением содержания углерода в стали улучшается её жидкотекучесть и смачиваемость. Благодаря этому возможно получение простых изделий содержащих 0,6-1% C с плотностью 94-99%, при этом в случае использования чистого железа плотность составляет около 83%. В процессе селективного лазерного плавления углеродистой стали дорожка расплава при быстром охлаждении подвергается закалке и отпуску на структуру троостита или сорбита. При этом, из-за термических напряжений и структурных превращений, в металле могут возникать значительные напряжения, которые приводят к поводке изделия или к образованию трещин. Также важное значение имеет геометрия изделия, поскольку резкие переходы по сечению, малые радиусы закругления и острые кромки являются причиной образования трещин. Если после «печати» сталь не обладает заданным уровнем механических свойств и её необходимо подвергнуть дополнительной термообработке, то при этом необходимо будет считаться с ранее отмеченными ограничениями по форме изделия, чтобы избежать появления дефектов закалки. Это в некоторой степени снижает перспективность использования SLM для углеродистых сталей.
При получении изделий традиционными способами одним из путей избежать трещин и поводки при закалке изделий сложной формы является использование легированных сталей, в которых присутствующие легирующие элементы помимо повышения механических и физико-химических свойств, задерживают превращение аустенита при охлаждении, в результате чего уменьшается критическая скорость закалки и увеличивается прокаливаемость легированной стали. Благодаря малой критической скорости закалки, сталь можно калить в масле или на воздухе, что снижает уровень внутренних напряжений. Однако по причине быстрого отвода тепла, невозможности регулирования скорости охлаждения и наличия углерода в легированной стали этот прием не позволяет избежать появления значительных внутренних напряжений при селективном лазерном плавлении.
В связи с выше отмеченными особенностями, для SLM используются мартенситно-страющие стали (MS 1, GP 1, PH 1), в которых упрочнение и повышение твердости достигается за счет выделения дисперсных интерметаллидных фаз при термообработке. Эти стали содержат малое количество углерода (сотые проценты), в результате чего образовавшаяся при быстром охлаждении решетка мартенсита характеризуется малой степенью искаженности и следственно имеет низкую твердость. Малая твердость и высокая пластичность мартенсита обеспечивает релаксацию внутренних напряжений при закалке, а высокое содержание легирующих элементов позволяет прокаливать сталь на большую глубину почти при любых скоростях охлаждения. Благодаря этому с помощью SLM можно изготавливать и подвергать термообработке сложные изделия без опасения образования трещин или коробления. Кроме мартенситно-стареющих сталей могут использоваться некоторые аустенитные нержавеющие стали, например 316L.
В заключение можно отметить, что сейчас усилия ученых и инженеров направлены на более детальное изучение влияния параметров процесса на структуру, механизм и особенности уплотнения различных материалов под действием лазерного излучения с целью улучшения механических свойств и увеличения номенклатуры материалов пригодных для лазерного аддитивного производства.
Источник: habrahabr.ru/post/218271/
Bashny.Net. Перепечатка возможна при указании активной ссылки на данную страницу.