323
Одна ніч моєї роботи.
Добрий вечір, Япс. Ніч Я збираюся розповісти вам, як з'єднання залізниць в Європі. На поїзді не подумав, що рейки вимагають постійного ремонту і навіть заміни, в залежності від інтенсивності руху на цьому розділі.
Так одна з видів залізничного з'єднання після заміщення є термозварювання. Я покажу і покажу весь процес, щоб говорити, прямо з місця роботи. Хто може знайти це цікаво?
У вас буде 25 фото з описом і особливостями процесу.
01. Мар Перед зварюванням нагрітий газовим пальником. У цей час підготовлено необхідний проміжок між рейками.
 Габаритний зображення
Габаритний зображення
В той час як кричуща ще гаряча рейки піддаються рівні

03.03.2014 р. Усе це! З'єднання.
37240
04.03.2014 р. Лиття цвіль кріпиться до рейок.

05. У І нагрівається газовим пальником.

06. У У верхній частині поміщена стружка.

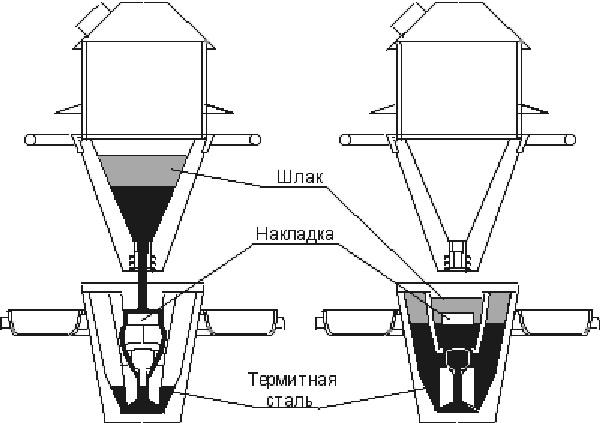
07. Мар Зробіть це чітким. Ось схема процесу.
Після виходу сталі з стрункого, зазор в рейковому з'єднанні заповнюється в напрямку знизу вгору. На відміну від стандартних арматурних сталей, двокомпонентне зварювання використовує відносно низьколегальну плавучу частину, яка забезпечує високу в'язкість зварного металу. У зоні робочої поверхні рейки в цьому випадку опір зносу не буде досить високим. У зв'язку з цим необхідно додатково допінг, принаймні в верхній частині рейкового голови. Для цього на нижній стороні керамічної підкладки розміщуються сплавні добавки. Під час заливки контакт сплаву з додатковими сплавними добавками неможливе, але так як з'єднання заповнюється знизу вгору, сталева молена підійде донизу керамічної підкладки, сплавні добавки плавають і потрапляють в шов метал точно в зоні рейкової голови. В результаті зварений шв в зоні підошви і шиї рейки має високу в'язкість, а в зоні голови збільшена зносостійкість.
08.03.2014 р. Шмама.
445000 р.
09.03.2015 р. Спеціальна суміш в хімічному складі встановлюється на вогонь

10.

11. Метал починає заповнювати форму

12. Процес пішов.

13.00 р. Надлишки зливаються в спеціальні відро на краях Тігле

14. Ви можете побачити краще тут.

15.00 р. Металеві охолоджувачі у формі

16.00 р. Червоногарячі стрункі охолоджувачі на боці

17.00 р. В той час як метал гарячий і м'який, його обшивають гідравлічним ручним пресом, у вигляді рейки (рис знає, як він називається російською мовою).

18 років Вступ

19.00 р. Тепер дочекайтеся, поки він охолоне і застигне.

20. Додатковий метал воюв, переважно пористий і слагоподібний

21. Ось бензиновий рейковий шліфований.

22. Процес

23.

24.

25. В кінці ми отримуємо цей красивий міцний шов. Я зробив.

Джерело:
Так одна з видів залізничного з'єднання після заміщення є термозварювання. Я покажу і покажу весь процес, щоб говорити, прямо з місця роботи. Хто може знайти це цікаво?
У вас буде 25 фото з описом і особливостями процесу.
01. Мар Перед зварюванням нагрітий газовим пальником. У цей час підготовлено необхідний проміжок між рейками.
 Габаритний зображення
Габаритний зображенняВ той час як кричуща ще гаряча рейки піддаються рівні

03.03.2014 р. Усе це! З'єднання.
37240
04.03.2014 р. Лиття цвіль кріпиться до рейок.

05. У І нагрівається газовим пальником.

06. У У верхній частині поміщена стружка.

07. Мар Зробіть це чітким. Ось схема процесу.
Після виходу сталі з стрункого, зазор в рейковому з'єднанні заповнюється в напрямку знизу вгору. На відміну від стандартних арматурних сталей, двокомпонентне зварювання використовує відносно низьколегальну плавучу частину, яка забезпечує високу в'язкість зварного металу. У зоні робочої поверхні рейки в цьому випадку опір зносу не буде досить високим. У зв'язку з цим необхідно додатково допінг, принаймні в верхній частині рейкового голови. Для цього на нижній стороні керамічної підкладки розміщуються сплавні добавки. Під час заливки контакт сплаву з додатковими сплавними добавками неможливе, але так як з'єднання заповнюється знизу вгору, сталева молена підійде донизу керамічної підкладки, сплавні добавки плавають і потрапляють в шов метал точно в зоні рейкової голови. В результаті зварений шв в зоні підошви і шиї рейки має високу в'язкість, а в зоні голови збільшена зносостійкість.

08.03.2014 р. Шмама.
445000 р.
09.03.2015 р. Спеціальна суміш в хімічному складі встановлюється на вогонь

10.

11. Метал починає заповнювати форму

12. Процес пішов.

13.00 р. Надлишки зливаються в спеціальні відро на краях Тігле

14. Ви можете побачити краще тут.

15.00 р. Металеві охолоджувачі у формі

16.00 р. Червоногарячі стрункі охолоджувачі на боці

17.00 р. В той час як метал гарячий і м'який, його обшивають гідравлічним ручним пресом, у вигляді рейки (рис знає, як він називається російською мовою).

18 років Вступ

19.00 р. Тепер дочекайтеся, поки він охолоне і застигне.

20. Додатковий метал воюв, переважно пористий і слагоподібний

21. Ось бензиновий рейковий шліфований.

22. Процес

23.

24.

25. В кінці ми отримуємо цей красивий міцний шов. Я зробив.

Джерело: