Жизнь — интересная!
Подписывайтесь на нашу группу в Telegram и Facebook, чтобы быть в сообществе единомышленников, находить вдохновение и не пропускать свежие и удивительные статьи с bashny.net.
611
0.1
2015-07-04
Производство памятников и скульптур
via Виктор Борисов
Компания «Лит-Арт» специализируется на монументальном художественном литье из бронзы, алюминия и чугуна. Помимо этого здесь производятся гипсовые скульптуры любых масштабов. Я побывал в двух цехах производства и подготовил для вас виртуальную экскурсию, о том как устроено производство. А уже на следующей неделе туда будет организована первая публичная экскурсия. Итак, приступаем к осмотру.

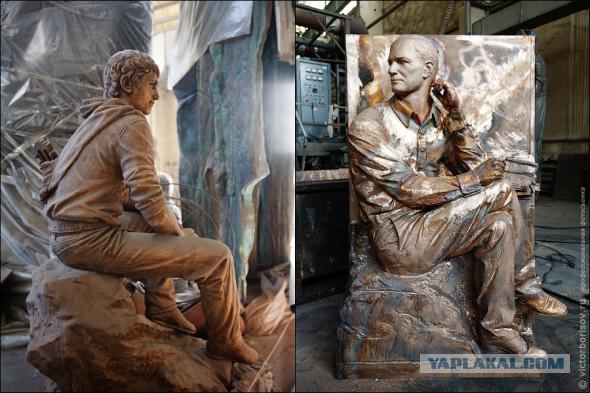
Иногда памятники делают целиком из гипса, для этого сначала создается масштабная копия, на которой отмечены контрольные точки.

Затем по контрольным точкам сваривается основной каркас.

Который в последствии обкладывается гипсом, при этом внутри скульптура остается полой.

Памятник сделанный по этой модели можно увидеть в конце репортажа.

Этот еще находится в работе. Он обмотан пленкой после первичного придания общей формы.

Переходим в цех художественного литья. Здесь намного интереснее.

С рабочей модели изготовленной из глины или гипса снимается кусковая гипсовая форма. По полученной форме изготавливаются восковые модели отдельных частей скульптуры.

Восковые модели помещаются в гипсовые формы, где они остывают. В остывшие восковые модели набивают стержневую форму из холодно-твердеющий смеси (ХТС), которая состоит из смолы и песка. Наружные гипсовые формы вскрывают, и автор может по воску произвести необходимую доработку модели для придания будущей отливки соответствия рабочей модели.

Кусковая форма из холодно-твердеющей смеси разбирается. Воск вручную снимается со стрежневой формы их ХТС, а не выплавляется в печи. Внутренняя поверхность разобранной формы покрывается антипригарной краской, которая может быть двух видов: один — для наиболее четкой отливки мелких деталей изделия, второй — для получения идеально гладкой поверхности изделия. В полости, из которых был удален воск, заливается расплавленный металл.

Приготовление холодно-твердеющей смеси (ХТС).

Рабочий процесс.

Все заготовки перемещаются в цеху с помощью электрических лебедок. Уже начали растопку печи.

На доведение одного полного чана в печи до кондиции требуется около 10 минут.

Наливаем из котла расплавленный металл и снимаем «пенку».

Разливаем в заранее подготовленные формы.

А пока готовится второй чан с металлом посмотрим вокруг — вдали цех финишной работы с бронзовыми заготовками.

Повторяем процесс.

Заливаем.

Горячо!!!

Работа кипит

Оставляем металл для застывания.

А лишнее выливаем обратно в печь.

После того, как отформованные детали застынут их необходимо собрать в цельный памятник. Это делается при помощи газовой сварки.

Рабочая модель в масштабе.

А это уже готовый памятник.

Где-то отпиливают, где-то приваривают — и затем все это шлифуют.
Добавлено1 в [mergetime]1265786438[/mergetime]
Сварка.

Сварка.

В результате получаются вот такие памятники.
Работа достаточно кропотливая, но очень впечатляющая. На этом Всё.

Источник: www.yaplakal.com/
Компания «Лит-Арт» специализируется на монументальном художественном литье из бронзы, алюминия и чугуна. Помимо этого здесь производятся гипсовые скульптуры любых масштабов. Я побывал в двух цехах производства и подготовил для вас виртуальную экскурсию, о том как устроено производство. А уже на следующей неделе туда будет организована первая публичная экскурсия. Итак, приступаем к осмотру.

Иногда памятники делают целиком из гипса, для этого сначала создается масштабная копия, на которой отмечены контрольные точки.

Затем по контрольным точкам сваривается основной каркас.

Который в последствии обкладывается гипсом, при этом внутри скульптура остается полой.

Памятник сделанный по этой модели можно увидеть в конце репортажа.

Этот еще находится в работе. Он обмотан пленкой после первичного придания общей формы.

Переходим в цех художественного литья. Здесь намного интереснее.

С рабочей модели изготовленной из глины или гипса снимается кусковая гипсовая форма. По полученной форме изготавливаются восковые модели отдельных частей скульптуры.

Восковые модели помещаются в гипсовые формы, где они остывают. В остывшие восковые модели набивают стержневую форму из холодно-твердеющий смеси (ХТС), которая состоит из смолы и песка. Наружные гипсовые формы вскрывают, и автор может по воску произвести необходимую доработку модели для придания будущей отливки соответствия рабочей модели.

Кусковая форма из холодно-твердеющей смеси разбирается. Воск вручную снимается со стрежневой формы их ХТС, а не выплавляется в печи. Внутренняя поверхность разобранной формы покрывается антипригарной краской, которая может быть двух видов: один — для наиболее четкой отливки мелких деталей изделия, второй — для получения идеально гладкой поверхности изделия. В полости, из которых был удален воск, заливается расплавленный металл.

Приготовление холодно-твердеющей смеси (ХТС).

Рабочий процесс.

Все заготовки перемещаются в цеху с помощью электрических лебедок. Уже начали растопку печи.

На доведение одного полного чана в печи до кондиции требуется около 10 минут.

Наливаем из котла расплавленный металл и снимаем «пенку».

Разливаем в заранее подготовленные формы.

А пока готовится второй чан с металлом посмотрим вокруг — вдали цех финишной работы с бронзовыми заготовками.

Повторяем процесс.

Заливаем.

Горячо!!!

Работа кипит

Оставляем металл для застывания.

А лишнее выливаем обратно в печь.

После того, как отформованные детали застынут их необходимо собрать в цельный памятник. Это делается при помощи газовой сварки.

Рабочая модель в масштабе.

А это уже готовый памятник.

Где-то отпиливают, где-то приваривают — и затем все это шлифуют.
Добавлено1 в [mergetime]1265786438[/mergetime]
Сварка.

Сварка.

В результате получаются вот такие памятники.

Работа достаточно кропотливая, но очень впечатляющая. На этом Всё.

Источник: www.yaplakal.com/
Портал БАШНЯ. Копирование, Перепечатка возможна при указании активной ссылки на данную страницу.