Жизнь — интересная!
Подписывайтесь на нашу группу в Telegram и Facebook, чтобы быть в сообществе единомышленников, находить вдохновение и не пропускать свежие и удивительные статьи с bashny.net.
1611
0.4
2014-10-08
Как производят PLA для 3d-принтеров. Репортаж из цеха
Пистолетный выстрел послужил сигналом создать бизнес.
Дабы развеять мифы о том, что катушки с пластиком для 3d-принтеров растут на деревьях можно только покупать и перепродавать, а так же о том, что достаточно купить «все-в-одном» экструдер и начать свой бизнес, я отправился на разведку к московским производителям ABS и PLA (и HIPS). Действительно, я попал в профессиональный цех с промышленным оборудованием, с измерительными и управляющими приборами высокой точности, высокими стандартами к чистоте (ибо процесс производства очень ответственный) и общительными основателями (готовыми делиться знаниями с любознательной и думающей аудиторией), у которых куча технокреативных идей и планов по захвату мира рынка. (+5 к уровню национальной гордости)
Как рассказал мне со-основатель компании: «Сначала мы увидели распечатанный нож для фруктов, и очищенный им от кожуры апельсин, затем шоком было видео с пистолетом Коди Уилсона и понеслось...»
В то время когда я написал на Хабре первые 2 статьи про 3d-принтеры (весна 2013), эти ребята уже начали создавать бизнес по производству пластика. Интересно, что и мне и им пришла в голову аналогичная идея, как можно дополнить поговорку, мол, человек может бесконечно смотреть на огонь, воду, как работает другой человек и на то, как печатает 3d-принтер.
Полилакти́д (ПЛА, PLA) — биоразлагаемый, биосовместимый, термопластичный, алифатический полиэфир, мономером которого является молочная кислота. Сырьем для производства служат ежегодно возобновляемые ресурсы, такие как кукуруза и сахарный тростник. Используется для производства изделий с коротким сроком службы (пищевая упаковка, одноразовая посуда, пакеты, различная тара), а также в медицине, для производства хирургических нитей и штифтов.
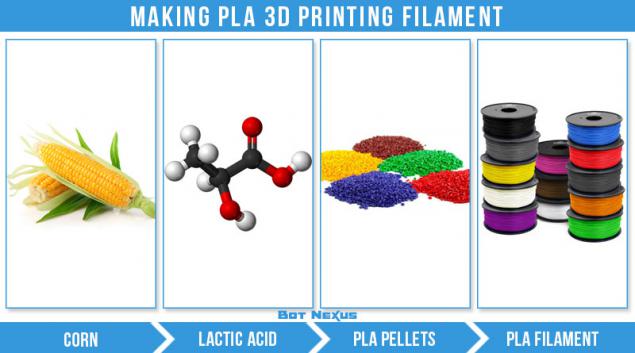
Под катом — основные этапы превращения сырья в катушки с PLA для 3d-принтеров
Панорама цехаСправа налево
Жила была кукурузка, потом ее перерабатывают в такие вот шарики и кладут в такие коробки
Из тонны сырья получается около 900 кг пластика
Так как это натурпродукт, он побаивается света и влаги, поэтому его оберегают вот таким мешком и куском силикагеля
А это «пылесос», которым зачерпывают 100 кг «кукурузных шариков» и отправляют в контейнер
Здесь сырье сушится, при этом запах стоит как в кондитерской
Добавляем «щепотку» красителя (тоже полностью натуральный, австрийское качество)
Здесь сырье разогревается и превращается в вязкую массу.
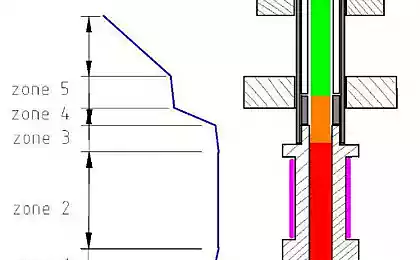
Под давление вала пропускаем сквозь нагревательные элементы.
Диаметр выходного отверстия «топки» около 3 мм, пластик приобретает нужный диаметр (1,75 мм) за счет того, что его тут же тянут, причем тяга очень точно настраивается
Ванна для охлаждения. Для ABS и PLA разные температуры
Диаметр остывшего пластика измеряется лазерным прибором. Установлена допустимая погрешность диаметра нити ±0,03 мм
Дистанционный мониторинг диаметра пластика
Cкорость протяжки нити через лазер 55 метров в минуту
Управление тягой. Именно тяга создает нужный диаметр. При помощи этого узла можно очень точно подбирать тягу моторов и тем самым регулировать диаметр пластика.
«Веретено» — управляет скоростью наматывания на катушку. Нет на КАТУШКУ.
Вот это — КАТУШКА.
Без пластика
Важно отметить равномерность заполнения катушки
После того как большая катушка заполнится, ее снимают и перематывают нить на маленькие (привычные для всех) катушки.
Обычные катушки попадают в заботливые руки девушки, которая комплектует коробку
Пакетик, защищающий от пыли, силикагель, защищающий от влаги, плотная коробка, защищающая от прямых солнечных лучей и наклейки. На наклейках указаны рекомендуемая температура плавления ( для ABS и PLA они разные), диаметр нити, вес и материал.
Отсюда они отправятся по всей Москве и странам СНГ
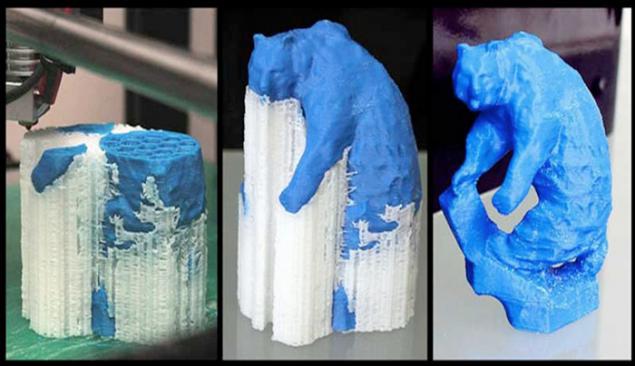
растворимый пластиквысокопрочный полистирол (HIPS), который по своим характеристикам очень напоминает обычный ABS (под который Rep 2X «оптимизирован»). HIPS растворяется в лимонене, веществе на цитрусовой основе. Сложные объекты можно печатать стандартным ABS или PLA, а HIPS использовать в качестве материала для поддержек. Конечный продукт погружается в ванну с лимоненом, где HIPS растворяется за несколько часов. Кроме того, HIPS имеет близкую рабочую температуру, хорошо клеится к ABS и платформе. Расход лимонена нужен маленький, так как большая часть поддержки обычно удаляется руками. Лимоненная ванна – слегка более сложная процедура, чем если бы это была обычная вода, но у нее есть свой плюс: после купания деталь пахнет лимоном.
Пара советов как выбрать хороший пластик.
PLA очень чувствителен к режиму хранения (в темноте, сухости и без пыли). Прутик должен быть чистый без вкраплений, ровный, без отслоений, на поверхности — лёгкий блеск.
Наличие инородных тел проверяется в месте разрыва. Если поднатужиться и разорвать кусочек пластика (а рвется там где «тонко»), то место разрыва должно быть однородным — это признак хорошего качества.

(картинка для инвесторов-экологов)
а вот данные похожие на правду
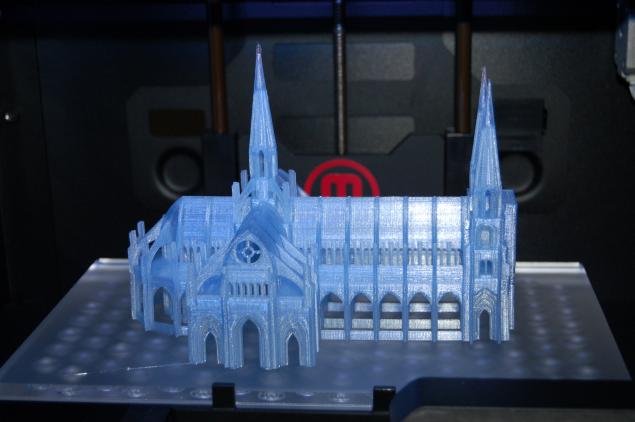
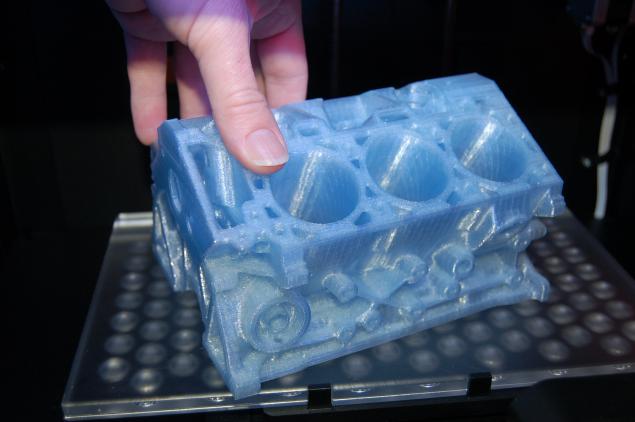
примеры из PLA
Источник: habrahabr.ru/post/238053/
Дабы развеять мифы о том, что катушки с пластиком для 3d-принтеров растут на деревьях можно только покупать и перепродавать, а так же о том, что достаточно купить «все-в-одном» экструдер и начать свой бизнес, я отправился на разведку к московским производителям ABS и PLA (и HIPS). Действительно, я попал в профессиональный цех с промышленным оборудованием, с измерительными и управляющими приборами высокой точности, высокими стандартами к чистоте (ибо процесс производства очень ответственный) и общительными основателями (готовыми делиться знаниями с любознательной и думающей аудиторией), у которых куча технокреативных идей и планов по захвату мира рынка. (+5 к уровню национальной гордости)
Как рассказал мне со-основатель компании: «Сначала мы увидели распечатанный нож для фруктов, и очищенный им от кожуры апельсин, затем шоком было видео с пистолетом Коди Уилсона и понеслось...»
В то время когда я написал на Хабре первые 2 статьи про 3d-принтеры (весна 2013), эти ребята уже начали создавать бизнес по производству пластика. Интересно, что и мне и им пришла в голову аналогичная идея, как можно дополнить поговорку, мол, человек может бесконечно смотреть на огонь, воду, как работает другой человек и на то, как печатает 3d-принтер.
Полилакти́д (ПЛА, PLA) — биоразлагаемый, биосовместимый, термопластичный, алифатический полиэфир, мономером которого является молочная кислота. Сырьем для производства служат ежегодно возобновляемые ресурсы, такие как кукуруза и сахарный тростник. Используется для производства изделий с коротким сроком службы (пищевая упаковка, одноразовая посуда, пакеты, различная тара), а также в медицине, для производства хирургических нитей и штифтов.

Под катом — основные этапы превращения сырья в катушки с PLA для 3d-принтеров
Панорама цехаСправа налево
Жила была кукурузка, потом ее перерабатывают в такие вот шарики и кладут в такие коробки
Из тонны сырья получается около 900 кг пластика
Так как это натурпродукт, он побаивается света и влаги, поэтому его оберегают вот таким мешком и куском силикагеля
А это «пылесос», которым зачерпывают 100 кг «кукурузных шариков» и отправляют в контейнер
Здесь сырье сушится, при этом запах стоит как в кондитерской
Добавляем «щепотку» красителя (тоже полностью натуральный, австрийское качество)
Здесь сырье разогревается и превращается в вязкую массу.
Под давление вала пропускаем сквозь нагревательные элементы.
Диаметр выходного отверстия «топки» около 3 мм, пластик приобретает нужный диаметр (1,75 мм) за счет того, что его тут же тянут, причем тяга очень точно настраивается
Ванна для охлаждения. Для ABS и PLA разные температуры
Диаметр остывшего пластика измеряется лазерным прибором. Установлена допустимая погрешность диаметра нити ±0,03 мм
Дистанционный мониторинг диаметра пластика
Cкорость протяжки нити через лазер 55 метров в минуту
Управление тягой. Именно тяга создает нужный диаметр. При помощи этого узла можно очень точно подбирать тягу моторов и тем самым регулировать диаметр пластика.
«Веретено» — управляет скоростью наматывания на катушку. Нет на КАТУШКУ.
Вот это — КАТУШКА.
Без пластика
Важно отметить равномерность заполнения катушки
После того как большая катушка заполнится, ее снимают и перематывают нить на маленькие (привычные для всех) катушки.
Обычные катушки попадают в заботливые руки девушки, которая комплектует коробку
Пакетик, защищающий от пыли, силикагель, защищающий от влаги, плотная коробка, защищающая от прямых солнечных лучей и наклейки. На наклейках указаны рекомендуемая температура плавления ( для ABS и PLA они разные), диаметр нити, вес и материал.
Отсюда они отправятся по всей Москве и странам СНГ
Чистота
На что я обратил внимание — в цеху очень чисто, приняты все меры, чтобы было как можно меньше пыли: заклеены скотчем окна, часто делается уборка, используется жидкость-антистатик, особо важные места укрываются полиэтиленом.растворимый пластиквысокопрочный полистирол (HIPS), который по своим характеристикам очень напоминает обычный ABS (под который Rep 2X «оптимизирован»). HIPS растворяется в лимонене, веществе на цитрусовой основе. Сложные объекты можно печатать стандартным ABS или PLA, а HIPS использовать в качестве материала для поддержек. Конечный продукт погружается в ванну с лимоненом, где HIPS растворяется за несколько часов. Кроме того, HIPS имеет близкую рабочую температуру, хорошо клеится к ABS и платформе. Расход лимонена нужен маленький, так как большая часть поддержки обычно удаляется руками. Лимоненная ванна – слегка более сложная процедура, чем если бы это была обычная вода, но у нее есть свой плюс: после купания деталь пахнет лимоном.

Пара советов как выбрать хороший пластик.
PLA очень чувствителен к режиму хранения (в темноте, сухости и без пыли). Прутик должен быть чистый без вкраплений, ровный, без отслоений, на поверхности — лёгкий блеск.
Наличие инородных тел проверяется в месте разрыва. Если поднатужиться и разорвать кусочек пластика (а рвется там где «тонко»), то место разрыва должно быть однородным — это признак хорошего качества.
Долговечность/биоразалагаемость

(картинка для инвесторов-экологов)
а вот данные похожие на правду
примеры из PLA


Источник: habrahabr.ru/post/238053/
Портал БАШНЯ. Копирование, Перепечатка возможна при указании активной ссылки на данную страницу.


























Mercedes представил робот-грузовик будущего «Future Truck 2025»
В штате Мичиган построят «городской ад» для робоавтомобилей