1148
Дерево (точка) модель підтримки 3D друку

У статті описано персональний досвід створення та використання деревопідтримки при друку складних предметів на принтері 3D.
Підтримка, як правило, створюються 3D друком у програмному забезпеченні генерації gcode, таких як Cura, безпосередньо перед створенням gcode. Найпростіший спосіб 3D друк об'єктів у вигляді піраміди. Потім кожен шар падає на попередній і не висить порожнього простору. Підтримки дозволяють роздрукувати деталі об'єктів, але стандартна підтримка не завжди оптимальна з точки зору споживання пластмас і простоти їх подальшого поділу з самого об'єкта, тому в цій статті я описатиме особистий досвід створення і використання опори дерева.
Підтримка створюється графічною програмою, у випадку MeshMixer в автоматичному режимі.
Для створення коду для принтера 3D буде продовження самої моделі.
Ви можете створити вручну або редагувати вже сформовані (тільки зараз).
Переваги підтримки дерева 1. Повне управління процесом створення підтримки.
2,2 км Легко очистити модель.
3. У Мінорні позначки. З успішною настройкою немає.
4. У Збереження пластику в певних випадках.
5. Умань Немає необхідності в підкладці Raft
Недоліки опори дерева 1. Імовірність відмови опори відносно висока.
2,2 км Для створення опори необхідно натиснути навички, які друкуються вперше, не залишають без нагляду. Так ви можете зберегти пластмасу на невдалих результатах.
3. У Підтримка горизонтальних площин вимагає великої кількості точок підтримки, які в наявності Негативне збереження на пластику.
Перспективи підтримки дерева 1. У принтерах є нова функція, яка дозволяє стрибати за допомогою підтримки без їх розбиття.
2,2 км Генератор коду Slic3r робить те ж саме через порядок руху екструдера, обходячи вже надруковані в друкованій площині, не вдаючись до руху у висоту.
Питання не є однозначним, і залежить від моделі і матеріалу.
Основними тенденціями, які були виявлені так далеко:
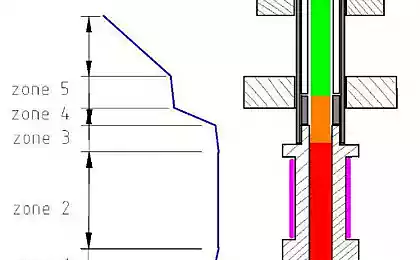
1,1 км На матеріаліПЛА-підтримка всіх інших чинників покаже кращий результат, ніж у випадку АБС. Завдяки властивостям даної пластики, краплина в «ї міцності» матеріалу між шарами компенсується гнучкістю. Але якщо ви зробите підтримку занадто товстим, це гарантовано перерву. Також ПЛА характеризується міцністю, тому що частина конвертується в тонкій мережі таких ниток, а раніше втрачена підтримка може рости далі з моменту розриву, спираючись на ці волокна з сусідніх опор.
2,2 км По висоті підтримки: Чим вище висота, тим більший ефект підтримки дерева можна отримати. Від 6 мм ефект виростає від «незбираю» до «дуже».
Після висоти 35 мм краще зміцнити створену опору самостійно в програмі з додатковими бочками.
3. У Вертикальний градієнт: Чим менший кут (тобто, менше занурення), тим більший ефект. І в разі горизонтальних (наприклад, стель), підтримка точки дерева поступається «лінійній підтримці» (стандартна підтримка), оскільки принтер віддає перевагу будувати «місточки» між двома лініями, а не групою точок підтримки.
4. У До деталей поверхні: Точка, це те ж саме дерево опори краще для великої кількості деталей (фінгерів, рамок, сітки).
5. Умань По пропорції: Співвідношення висоти до ширини та основного площини. Підтримка очок є перевагою у випадках предомінантності висоти.
Хоча більшість коментарів є спекулятивними, вони повинні бути відсортовані в розумі, постійно набирає досвід друку, і аналізувати ступінь їх впливу на результат, маючи чітко визначені напрямки залежностей і тенденцій.
Підтримка дерева легко створювати в будь-якій програмі графіки самостійно і без створення програми. Але це програмне забезпечення на основі Meshmixer. www.meshmixer.com/index.html
Ця функція в програмі реалізується в двох різних режимах: з або без ключа "[5].
За допомогою функції Overhands можна відразу налаштувати «дереву», проаналізувати модель для всіх параметрів сумісності з 3D друком.
І ви можете перейти до "Маде моделі в робочому просторі принтера" і створити підтримку там.
В обох випадках регуляція більше, ніж достатня. Вплив деяких з них на результат ще не розкриває емпірично чітко і переконливо.
Але деякі регулятори можуть значно прискорити процеси формування підтримки та підготовки до друку.
Перше, що потрібно зменшити, це кількість сторін до мінімуму 3, після чого підтримка стане трикутним і експериментам буде йти швидше.
Це робиться в меню розширення "Advanced Support".
Створення - створення опори відбувається тільки після натискання кнопки [1]. І нові параметри будуть застосовуватися тільки після видалення старих і генерації нових.
Кілька експериментів може дати досить чітку ідею зміни в запропонованих параметрах.
Такі експерименти виходять тільки на те, що принтер фізично не здатний друкувати: це гострі кінці опори. Модель просто повісить, а кінчики підтримки не досягнуть цільової поверхні.
У великих деталях вона має сенс підняти всю модель над столом за допомогою підтримки, це дозволить компенсувати температуру усадки завдяки гнучкості опори. Деталі, охолодження, буде усаджувати і не знімати таблицю в процесі друку.
Цей ефект чітко виражений, в основному в порожнистих і каркасних моделях.
Цей метод простий, але гнучкий у налаштуванні інструмент, який розширює можливості друку, збереження пластмаси та часу для очищення деталей. З перспективою розвитку. Це дає можливість поєднувати.

















Оплата послуг Площі відхилені пропозиції Apple, щоб купити за $ 3 млрд
Доставка астронавтів в ІСС буде здійснюватися в Boeing і SpaceX