3502
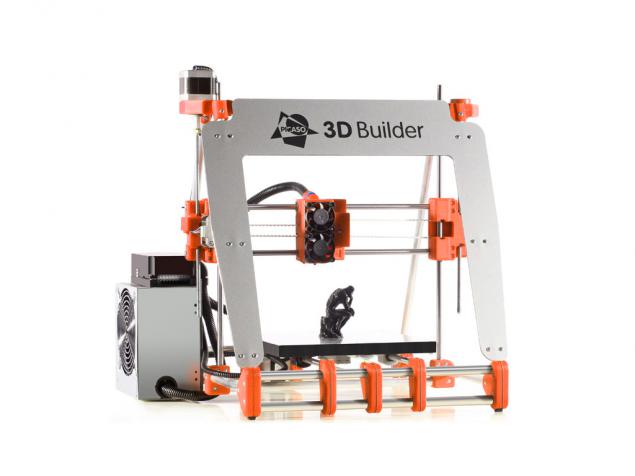
Picaso 3D-Builder - Зроблено в Росії
Сьогодні історія буде про ще один дуже цікавий і гідний принтер 3D, який майже ніколи не згадується на Habre раніше, і з творцями якого я нещодавно мав маленький чат.
Picaso 3D-Будильник
Відмінною особливістю цього принтера є його алма матовий, а саме:
Спочатку ми будемо говорити про особливості дизайну.
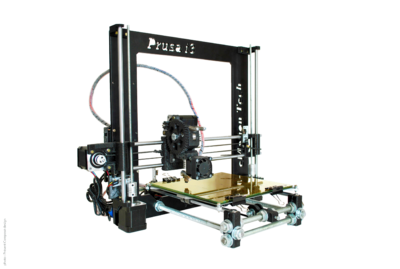
Як я сказав раніше, Picaso 3D-Builder заснована на класичній Prusa Mendel, але з деякими поліпшеннями.
Не існує багато змін, але кожен з них не поганий.
І все виробництво принтера, як звичайно, концентрується в славному місті Зеленоград.
Так ферма.
Сама ферма не відрізняється від діда Мендельа. Змінювалися пластикові частини ферми. Вони мають приємний помаранчевий колір, більш масивний і виробляються шляхом лиття, а не друкуючись на самому принтері, що має позитивний вплив на якість. У той же час, виробник має 3D моделі цих частин і може надати *.STL файли для користувачів для самостійного друку, якщо це необхідно, для ремонту наприклад.
Ферма також посилена з алюмінієвим каркасом типу U. Крім того, каркас фіксується не в площині осі Z, так як на новому Прусі i3, але на передній край бічного трикутника.
 р.
р.
___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
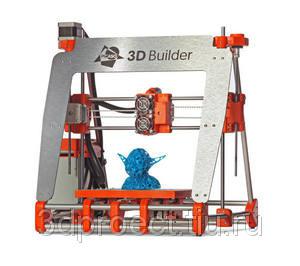
Більше про дизайн. Комбінований з помаранчевими деталями, 3D-Builder виглядає красиво, ніж Prusa i3 і навіть має більш жорсткість, тому що він зберіг трикутні ферми з боків.
Друк глави
Тут наші майстри працювали для слави.
Поговоримо про першоджерело.
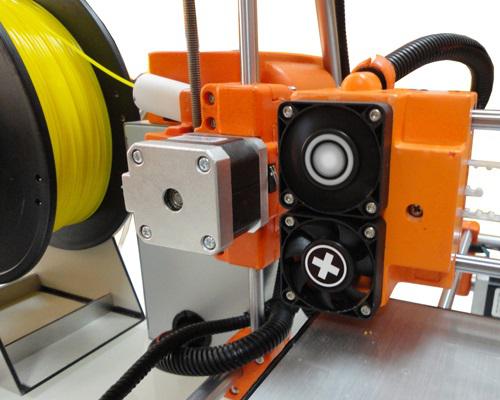
Як видно на малюнку, всі рухомі елементи екструдера закриваються корпусом принтової голівки. Це певний плюс, так як пил не потрапляє на редукторні пари. Екструдер не «прямий», на відміну від більш бюджетних і більш популярних варіантів, де кріпиться болт безпосередньо до валу мотора, і навіть навпаки, має два ребро ролики і як провідні, через редуктор.
При такій схемі, затираючи штангу або «обструкції» практично виключено.
А «прямий» екструдер, незалежно від того, як ви робите магію з водієм двигуна, розтягує бар в струменях, які, звичайно, будуть впливати на якість вашої моделі. У деяких випадках редуктор дозволяє мінімізувати цей ефект. Якщо ви все ще вирішите на прямій екструдери, перевірте, що кроковий двигун водія підтримує 1/32 кроків або вище.
Для порівняння - новий дерев'яний ramjet extruder Printbot.
Тепер для гарячого кінця і автоматичногокальібрації.
Це те, що це дійсно цікаво. Гарячий кінець, разом з частиною головки друку і датчиків на осі Z, утворюють оригінальну систему автоматичного калібрування. Що саме розробник не розкриває, посилаючись на ноу-хау, і щоб розібрати 3D-Будівля себе, я ще не вдалося. Автокальібрація відбувається перед кожним друком як елемент парковки. Таким чином, що відбувається з вашого столу і насадки, коли ви змінюєте насадку і яка геометрія вона має, що ковпачок або інше покриття столу ви використовуєте, висота насадки над столом завжди буде відповідати встановленим параметрам, у всіх випадках.
Для своїх гарячих кінцівок, Picaso пропонує кілька різних насадок, від 0,30 мм (примітки, 0,30 мм!) для швидкого друку до 0,15 мм для якісного друку.
Дуже сподобалося вентиляцію.
Але тільки дно його.
Верхній вентилятор, як звичайно, в старомодному шляху, продуває на самому гарячому кінці і створює температурний градієнт в його верхній частині, мінімізуючи розмір і вплив «згину» на процес проходження штанги (більше деталей можна прочитати тут, в розділі «Зберегти риологія»). Однак, як я писав в попередніх статтях, градієнт вже створений місцевим опаленням штанги, а використання вентилятора можна замінити за допомогою більш масивного гарячого кінця, бажано керамічного, як Ubis Hot End. Це залишиться на совісті розробників.
Набагато цікавіше - нижній вентилятор!
За допомогою системи каналів в корпусі голови друку, він створює кільцевий і рівномірний удар моделі безпосередньо в області друку. І на відміну від вентиляторів, розташованих на кронштейнах на боці екструдера - не створює ніяких градієнтів в області друку і дозволяє пластику рівномірно замерзати в усіх напрямках і з мінімальними деформаціями.
З власного досвіду я скажу, що будь-який вентилятор, виготовлений окремо, призводить до дефектів друку, наприклад, таких конструкцій.
У разі мого принтера, де вентилятор виштовхується вперед від екструдера, задньої «роги» тонкостінних моделей весь час, як правило, вигинається вперед в процесі друку. Це в деяких випадках призводить до розриву ріжок або розриву всієї моделі з таблиці, коли насадка потрапляє занадто зігнутий ріг.
Я в основному друкую і дати приклади з пластику ПЛА. Це безпечніше, ніж ABS, нетоксичний і біорозкладний. ПЛА моделі завжди виглядають грубіше, ніж моделі ABS, а в разі прозорого пластику ефект візуально посилюється.
Гарячий стіл
Все тут, відповідно до кращих модних трендів в ландшафтних будинках. Стіл виготовлений з одного шматка алюмінію, а утеплювач знаходиться всередині. Таким чином, стіл не деформується при нагріванні, дуже рівномірно нагріває і зберігає температуру.
Алюміній дуже товстий.
Ще однією особливістю таблиці є матеріал, з яким він покритий. Це не ковпачок, але синтетичний матеріал з ще більшою адгезією до ABS і PLA. Виробник зберігає склад секрету матеріалу, але продає його так, як він зношує користувачів 3D-Builder. Це ексклюзивний.
І так так, таблиця має розмір 20 х 20 см, що відрізняє принтер від конкурентів на краще. Розмір, мати Русь, завжди був багатим, на що і стенд.
Крокові двигуни
Все, що я хочу сказати, що тільки один двигун використовується на осі Z. Другий гвинт (звідси дизайн ферми є P-подібним) приводиться до передачі ременів. Дизайн, на мій погляд, не найкращий. Ремені абсолютно жорсткі, і коли починають розпадати, лаг другого гвинта буде більш помітним, що може призвести до спотворення горизонтальних осей і зробити відповідні дефекти в геометрії моделей.

Електрик.
Дуже приємно тут. Принтер працює стандартним блоком живлення ATH, який в свою чергу є невід'ємною частиною дизайну, який не може бути, але будь ласка. Контролерна дошка розташована в окремому відсіку, яка додається до джерела живлення. Всі дроти вводять в гнучкі кабельні канали. На дошці є роз'єм, який дозволяє підключити РК-дисплей, але виробник ще не забезпечує відображення. Не підтримується Wi-Fi.

Прості і смачні.
Тепер трохи про виробництво.
Як я сказав, що принтер має 100% російський цикл виробництва.
На власних об'єктах виготовляються пластикові частини ферми і деякі структурні елементи, виконуються фінальна збірка принтера і упаковки.
Контролерська дошка також друкується в Росії, відомих - в Зеленограді. Алюміній P-подібний каркас і гарячий стіл.
Покрокові двигуни є природними китайськими.
В результаті виробник має власний сервіс і технічне обслуговування, і практично необмежений запас оригінальних запасних частин. Знову ж, в разі внесення будь-яких змін до дизайну (звичайно і виключно вдосконалення), можна швидко замовити і отримати нову частину безпосередньо, щоб говорити, з машини. З власного досвіду я кажу, що технічна підтримка досить адекватна, знає ваш продукт і програмне забезпечення для принтера добре. У будь-якому випадку, голос майстра за 20 хвилин ніколи не зламався, ніхто не залишив телефон, але спокійно і чітко пояснив, як працює автокалібрація і чому пресети потрібні в програмному забезпеченні.
Навіть у виробничій секції я згадував про стрижень. Виробник постачає багато різних кольорових штанг ABS і PLA китайського виробництва. Чому Китайський? Тому, згідно з виробником, на етапі розробки принтера, вони постаралися багатьма постачальниками, як російською, так і німецькою, і, в кінцевому рахунку, опрацьованими на китайському постачальнику, надійним і якісним. Я не можу сказати нічого про це ще. Я замовив пару ПЛ, я спробую і відключити. Але штанга завжди доступна в будь-якому кольорі. У зв'язку з тим, що не вдається, арбайтен в Саханьово, щоб говорити.
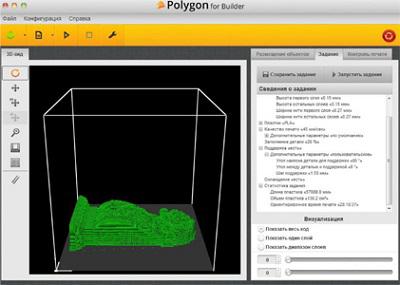
Програмне забезпечення від Picaso Polygon.
Це, мабуть, найцікавіша частина. Виробник має власне програмне забезпечення в своєму арсеналі, як Repetier-Host, тобто доповнення над скибкою Slic3r.
При цьому не всі параметри Slic3r відображаються в Полігоні, але тільки найбільш поширені і найбільш часто редаговані - швидкість друку, товщина шару, заповнення відсотка і деякі більше. Всі інші параметри – «сухий» в пресетах, які виробник рекомендує вибрати в залежності від конкретного завдання. Але це, звичайно, для звичайних лежаків, для тих, хто хоче просто друкувати і заздалегідь якість. І для Leyla - будь ласка, ви можете копати в налаштуваннях Slic3r безпосередньо, він не заборонений. Slic3r замінюється просто копіюючи нову версію скибочка до папки тієї ж назви.
З пресетами розробник дійсно дивився ... якість тонко-гаманових конструкцій, правда від ABS, доставляє.
Я не зробив, що на Printrobot ще... shaman, ma. І розмір має значення.
Крім пресетів, Полігон для конструкторського програмного забезпечення містить окремо називаються типові операції для принтера, наприклад, заміну сопла - принтер зігріться екструдера, команда коли ви можете замінити насадку, потім запустити трохи пластмаси, калібрувати, охолонути. Або подається новий бар - розігріти, захопити штангу, розтягувати, калібрувати, охолодити. І так далі.
В цілому підхід до програмного забезпечення, незважаючи на аскетний дизайн, приємно здивований. Як для себе.
На жаль, програмне забезпечення закрито. Не дуже зрозуміло, чому громада може успішно відрефінувати і рефінувати її, а також різноманітні ліцензії SS дозволяють її монетизації, де необхідно, наприклад, на B2B ринку.
Висновок
І висновок, по суті, є те, що 3D-Builder дивився!
Іноземці, в кращих традиціях давньоросійських казок. І навіть з автоматичною моделлю удару і кільцевою моделлю. ВДМ Я хотів би дати вам один такий автомобіль.
Якщо ви не знаєте, я власник Lada Granta.
Ну, солодкий.
Я хотів би сказати, гордість і почуття патріотизму, для кого гусячі кварки з оксамитом, і для яких скромна низькокалорійна одна з Паліх, я прагнув повідомити найцікавіші новини, що наступна збірка і упаковка 50 нових принтерів Picaso 3D-Builder надійде до кінця на виробничих потужностях Picaso, і вони будуть реалізовані починаючи з цього тижня, з невеликою знижкою, близько 10-12%.
Різдвяні продажі, щоб говорити, немає іншого способу.

2546557 км
На сайті Picaso ще немає такої інформації, але замовлення зі знижкою вже приймаються.
На цьому позитивному замітці про таку надзвичайну і оригінальну новинку вітчизняного, і я не буду соромитися використовувати це слово - виробництво хай-тек, дайте мені закінчити.
П. С.
Але для тих, хто цікавиться подальшими творчими дослідженнями з принтером, я можу розповісти вам наступне.
Про Slic3r
Slic3r нещодавно був випущений. Включає в себе дві цікаві варіанти формування периметрів і в цілому оновлюється цей алгоритм. Слабкість моделей значно зросла, і навіть до голого ока.
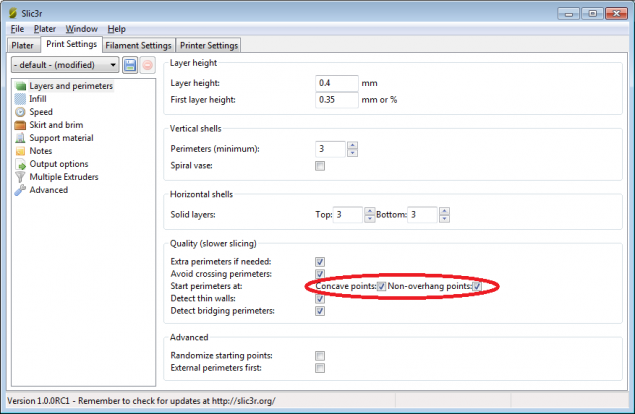
Стара проблема з початком периметра над абісом пішла. Але, як звичайно, з'явилися нові. Тепер скибка збільшує час нарізання, що регулюється в залежності від кількості друкованих об'єктів (тобто, завантаження файлів STL). Якщо нарізка одного об'єкта займає 1-2 хвилини, то нарізка десяти подібних об'єктів приймала мені більше 120 хвилин, тобто геометричний прогрес з деномінатором 1,6 - 1.65. Якщо ви зберігаєте всі 10 об'єктів в 1 *.STL або *.OBJ файл, а потім завантажте їх назад до скибочка як один об'єкт, час нарізання знижується до 40 хвилин. Очевидно, що це один вид помилки, що призводить до постійного перерахунку попередніх шарів окремо завантажених моделей.
Крім того, якщо будь-які прискорення встановлюються по периметрам і начинкою, то скибочка тепер скидається на "0" в прискорення за замовчуванням, тепер я кладу і 9000 мм / с / с.
Але Muse Isaakova сильно радить не втратити сподівання і сподіватися на неминучий остаточний реліз Slic3r.
Що ми надихнуємось до виконання.
Про холод
З настанням стабільного холоду в Москві можна було перевірити багаторічну ідею впливу температури навколишнього середовища на якість отриманих моделей. Друкербот Жр перевозився на балкон і заряджається п'ятигодинною моделлю при температурі повітря близько 6 градусів.
Результат досить передбачуваний:

Ліворуч 0.25mm у холоді, правий 0.20mm у теплій. Модель «холодний» візуально і на дотик виглядає гладкіше і має менше дефектів.
Всі в саду, взимку!
Це все.
Кінець.
Джерело: habrahabr.ru/post/203698/
Picaso 3D-Будильник

Відмінною особливістю цього принтера є його алма матовий, а саме:
- Хоча, як не складно вгадати, дивлячись на картинку, класичний Prusa Mendel був прийнятий в якості основи, всі наступні «образне лікування» планувалися виключно російською командою;
- Принтер має 100% російський цикл виробництва. Не дивно, що це правда. І які переваги і недоліки слідують цим рішенням, я розповість вам пізніше.
- Принтер оснащений власним програмним забезпеченням для Picaso Polygon. Програма закрита і нагадує Repetier-Host, але на відміну від останнього містить набір пресетів спеціально для Picaso 3D-Builder.
Спочатку ми будемо говорити про особливості дизайну.
Як я сказав раніше, Picaso 3D-Builder заснована на класичній Prusa Mendel, але з деякими поліпшеннями.
Не існує багато змін, але кожен з них не поганий.
І все виробництво принтера, як звичайно, концентрується в славному місті Зеленоград.
Так ферма.
Сама ферма не відрізняється від діда Мендельа. Змінювалися пластикові частини ферми. Вони мають приємний помаранчевий колір, більш масивний і виробляються шляхом лиття, а не друкуючись на самому принтері, що має позитивний вплив на якість. У той же час, виробник має 3D моделі цих частин і може надати *.STL файли для користувачів для самостійного друку, якщо це необхідно, для ремонту наприклад.
Ферма також посилена з алюмінієвим каркасом типу U. Крім того, каркас фіксується не в площині осі Z, так як на новому Прусі i3, але на передній край бічного трикутника.

 р.
р.___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Більше про дизайн. Комбінований з помаранчевими деталями, 3D-Builder виглядає красиво, ніж Prusa i3 і навіть має більш жорсткість, тому що він зберіг трикутні ферми з боків.
Друк глави
Тут наші майстри працювали для слави.
Поговоримо про першоджерело.


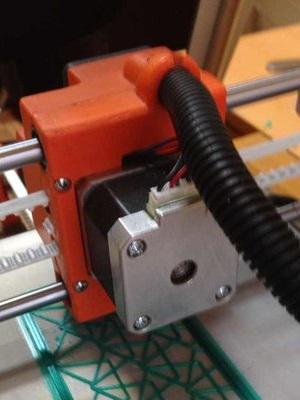
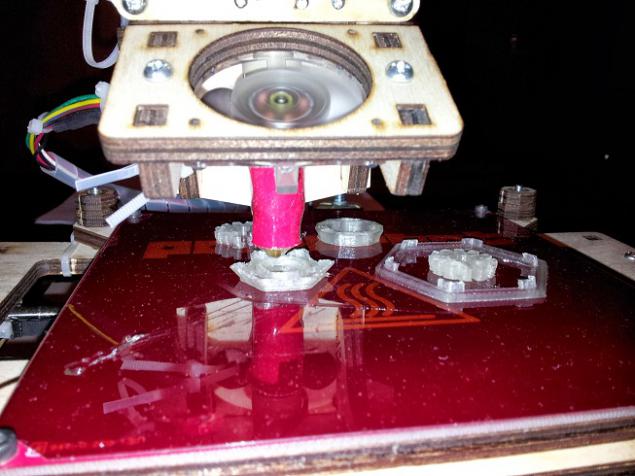
Як видно на малюнку, всі рухомі елементи екструдера закриваються корпусом принтової голівки. Це певний плюс, так як пил не потрапляє на редукторні пари. Екструдер не «прямий», на відміну від більш бюджетних і більш популярних варіантів, де кріпиться болт безпосередньо до валу мотора, і навіть навпаки, має два ребро ролики і як провідні, через редуктор.

При такій схемі, затираючи штангу або «обструкції» практично виключено.
А «прямий» екструдер, незалежно від того, як ви робите магію з водієм двигуна, розтягує бар в струменях, які, звичайно, будуть впливати на якість вашої моделі. У деяких випадках редуктор дозволяє мінімізувати цей ефект. Якщо ви все ще вирішите на прямій екструдери, перевірте, що кроковий двигун водія підтримує 1/32 кроків або вище.

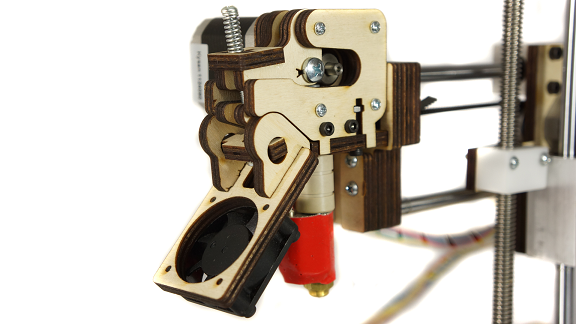
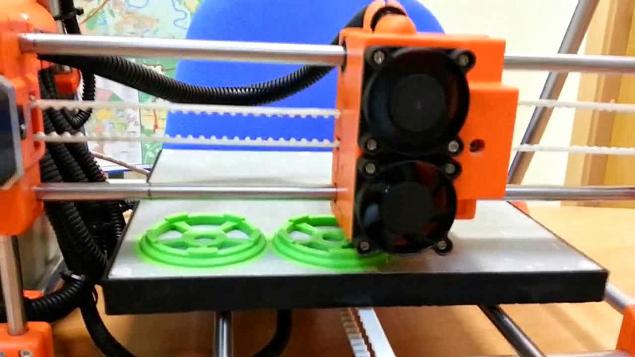
Для порівняння - новий дерев'яний ramjet extruder Printbot.
Тепер для гарячого кінця і автоматичногокальібрації.
Це те, що це дійсно цікаво. Гарячий кінець, разом з частиною головки друку і датчиків на осі Z, утворюють оригінальну систему автоматичного калібрування. Що саме розробник не розкриває, посилаючись на ноу-хау, і щоб розібрати 3D-Будівля себе, я ще не вдалося. Автокальібрація відбувається перед кожним друком як елемент парковки. Таким чином, що відбувається з вашого столу і насадки, коли ви змінюєте насадку і яка геометрія вона має, що ковпачок або інше покриття столу ви використовуєте, висота насадки над столом завжди буде відповідати встановленим параметрам, у всіх випадках.
Для своїх гарячих кінцівок, Picaso пропонує кілька різних насадок, від 0,30 мм (примітки, 0,30 мм!) для швидкого друку до 0,15 мм для якісного друку.
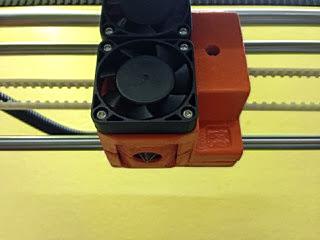
Дуже сподобалося вентиляцію.
Але тільки дно його.
Верхній вентилятор, як звичайно, в старомодному шляху, продуває на самому гарячому кінці і створює температурний градієнт в його верхній частині, мінімізуючи розмір і вплив «згину» на процес проходження штанги (більше деталей можна прочитати тут, в розділі «Зберегти риологія»). Однак, як я писав в попередніх статтях, градієнт вже створений місцевим опаленням штанги, а використання вентилятора можна замінити за допомогою більш масивного гарячого кінця, бажано керамічного, як Ubis Hot End. Це залишиться на совісті розробників.
Набагато цікавіше - нижній вентилятор!

За допомогою системи каналів в корпусі голови друку, він створює кільцевий і рівномірний удар моделі безпосередньо в області друку. І на відміну від вентиляторів, розташованих на кронштейнах на боці екструдера - не створює ніяких градієнтів в області друку і дозволяє пластику рівномірно замерзати в усіх напрямках і з мінімальними деформаціями.
З власного досвіду я скажу, що будь-який вентилятор, виготовлений окремо, призводить до дефектів друку, наприклад, таких конструкцій.

У разі мого принтера, де вентилятор виштовхується вперед від екструдера, задньої «роги» тонкостінних моделей весь час, як правило, вигинається вперед в процесі друку. Це в деяких випадках призводить до розриву ріжок або розриву всієї моделі з таблиці, коли насадка потрапляє занадто зігнутий ріг.
Я в основному друкую і дати приклади з пластику ПЛА. Це безпечніше, ніж ABS, нетоксичний і біорозкладний. ПЛА моделі завжди виглядають грубіше, ніж моделі ABS, а в разі прозорого пластику ефект візуально посилюється.
Гарячий стіл
Все тут, відповідно до кращих модних трендів в ландшафтних будинках. Стіл виготовлений з одного шматка алюмінію, а утеплювач знаходиться всередині. Таким чином, стіл не деформується при нагріванні, дуже рівномірно нагріває і зберігає температуру.

Алюміній дуже товстий.
Ще однією особливістю таблиці є матеріал, з яким він покритий. Це не ковпачок, але синтетичний матеріал з ще більшою адгезією до ABS і PLA. Виробник зберігає склад секрету матеріалу, але продає його так, як він зношує користувачів 3D-Builder. Це ексклюзивний.
І так так, таблиця має розмір 20 х 20 см, що відрізняє принтер від конкурентів на краще. Розмір, мати Русь, завжди був багатим, на що і стенд.
Крокові двигуни
Все, що я хочу сказати, що тільки один двигун використовується на осі Z. Другий гвинт (звідси дизайн ферми є P-подібним) приводиться до передачі ременів. Дизайн, на мій погляд, не найкращий. Ремені абсолютно жорсткі, і коли починають розпадати, лаг другого гвинта буде більш помітним, що може призвести до спотворення горизонтальних осей і зробити відповідні дефекти в геометрії моделей.

Електрик.
Дуже приємно тут. Принтер працює стандартним блоком живлення ATH, який в свою чергу є невід'ємною частиною дизайну, який не може бути, але будь ласка. Контролерна дошка розташована в окремому відсіку, яка додається до джерела живлення. Всі дроти вводять в гнучкі кабельні канали. На дошці є роз'єм, який дозволяє підключити РК-дисплей, але виробник ще не забезпечує відображення. Не підтримується Wi-Fi.

Прості і смачні.
Тепер трохи про виробництво.
Як я сказав, що принтер має 100% російський цикл виробництва.
На власних об'єктах виготовляються пластикові частини ферми і деякі структурні елементи, виконуються фінальна збірка принтера і упаковки.
Контролерська дошка також друкується в Росії, відомих - в Зеленограді. Алюміній P-подібний каркас і гарячий стіл.
Покрокові двигуни є природними китайськими.
В результаті виробник має власний сервіс і технічне обслуговування, і практично необмежений запас оригінальних запасних частин. Знову ж, в разі внесення будь-яких змін до дизайну (звичайно і виключно вдосконалення), можна швидко замовити і отримати нову частину безпосередньо, щоб говорити, з машини. З власного досвіду я кажу, що технічна підтримка досить адекватна, знає ваш продукт і програмне забезпечення для принтера добре. У будь-якому випадку, голос майстра за 20 хвилин ніколи не зламався, ніхто не залишив телефон, але спокійно і чітко пояснив, як працює автокалібрація і чому пресети потрібні в програмному забезпеченні.
Навіть у виробничій секції я згадував про стрижень. Виробник постачає багато різних кольорових штанг ABS і PLA китайського виробництва. Чому Китайський? Тому, згідно з виробником, на етапі розробки принтера, вони постаралися багатьма постачальниками, як російською, так і німецькою, і, в кінцевому рахунку, опрацьованими на китайському постачальнику, надійним і якісним. Я не можу сказати нічого про це ще. Я замовив пару ПЛ, я спробую і відключити. Але штанга завжди доступна в будь-якому кольорі. У зв'язку з тим, що не вдається, арбайтен в Саханьово, щоб говорити.
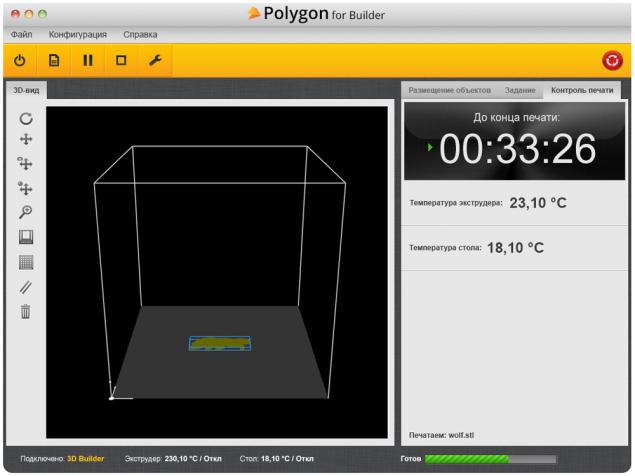
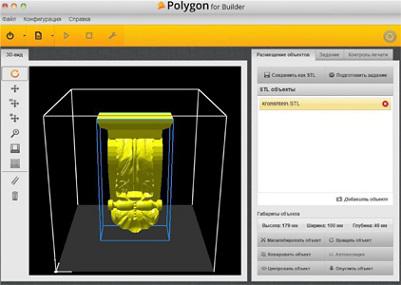
Програмне забезпечення від Picaso Polygon.
Це, мабуть, найцікавіша частина. Виробник має власне програмне забезпечення в своєму арсеналі, як Repetier-Host, тобто доповнення над скибкою Slic3r.
При цьому не всі параметри Slic3r відображаються в Полігоні, але тільки найбільш поширені і найбільш часто редаговані - швидкість друку, товщина шару, заповнення відсотка і деякі більше. Всі інші параметри – «сухий» в пресетах, які виробник рекомендує вибрати в залежності від конкретного завдання. Але це, звичайно, для звичайних лежаків, для тих, хто хоче просто друкувати і заздалегідь якість. І для Leyla - будь ласка, ви можете копати в налаштуваннях Slic3r безпосередньо, він не заборонений. Slic3r замінюється просто копіюючи нову версію скибочка до папки тієї ж назви.
З пресетами розробник дійсно дивився ... якість тонко-гаманових конструкцій, правда від ABS, доставляє.
Я не зробив, що на Printrobot ще... shaman, ma. І розмір має значення.
Крім пресетів, Полігон для конструкторського програмного забезпечення містить окремо називаються типові операції для принтера, наприклад, заміну сопла - принтер зігріться екструдера, команда коли ви можете замінити насадку, потім запустити трохи пластмаси, калібрувати, охолонути. Або подається новий бар - розігріти, захопити штангу, розтягувати, калібрувати, охолодити. І так далі.
В цілому підхід до програмного забезпечення, незважаючи на аскетний дизайн, приємно здивований. Як для себе.
На жаль, програмне забезпечення закрито. Не дуже зрозуміло, чому громада може успішно відрефінувати і рефінувати її, а також різноманітні ліцензії SS дозволяють її монетизації, де необхідно, наприклад, на B2B ринку.



Висновок
І висновок, по суті, є те, що 3D-Builder дивився!
Іноземці, в кращих традиціях давньоросійських казок. І навіть з автоматичною моделлю удару і кільцевою моделлю. ВДМ Я хотів би дати вам один такий автомобіль.
Якщо ви не знаєте, я власник Lada Granta.
Ну, солодкий.
Я хотів би сказати, гордість і почуття патріотизму, для кого гусячі кварки з оксамитом, і для яких скромна низькокалорійна одна з Паліх, я прагнув повідомити найцікавіші новини, що наступна збірка і упаковка 50 нових принтерів Picaso 3D-Builder надійде до кінця на виробничих потужностях Picaso, і вони будуть реалізовані починаючи з цього тижня, з невеликою знижкою, близько 10-12%.
Різдвяні продажі, щоб говорити, немає іншого способу.

2546557 км
На сайті Picaso ще немає такої інформації, але замовлення зі знижкою вже приймаються.
На цьому позитивному замітці про таку надзвичайну і оригінальну новинку вітчизняного, і я не буду соромитися використовувати це слово - виробництво хай-тек, дайте мені закінчити.
П. С.
Але для тих, хто цікавиться подальшими творчими дослідженнями з принтером, я можу розповісти вам наступне.
Про Slic3r
Slic3r нещодавно був випущений. Включає в себе дві цікаві варіанти формування периметрів і в цілому оновлюється цей алгоритм. Слабкість моделей значно зросла, і навіть до голого ока.

Стара проблема з початком периметра над абісом пішла. Але, як звичайно, з'явилися нові. Тепер скибка збільшує час нарізання, що регулюється в залежності від кількості друкованих об'єктів (тобто, завантаження файлів STL). Якщо нарізка одного об'єкта займає 1-2 хвилини, то нарізка десяти подібних об'єктів приймала мені більше 120 хвилин, тобто геометричний прогрес з деномінатором 1,6 - 1.65. Якщо ви зберігаєте всі 10 об'єктів в 1 *.STL або *.OBJ файл, а потім завантажте їх назад до скибочка як один об'єкт, час нарізання знижується до 40 хвилин. Очевидно, що це один вид помилки, що призводить до постійного перерахунку попередніх шарів окремо завантажених моделей.
Крім того, якщо будь-які прискорення встановлюються по периметрам і начинкою, то скибочка тепер скидається на "0" в прискорення за замовчуванням, тепер я кладу і 9000 мм / с / с.
Але Muse Isaakova сильно радить не втратити сподівання і сподіватися на неминучий остаточний реліз Slic3r.
Що ми надихнуємось до виконання.
Про холод
З настанням стабільного холоду в Москві можна було перевірити багаторічну ідею впливу температури навколишнього середовища на якість отриманих моделей. Друкербот Жр перевозився на балкон і заряджається п'ятигодинною моделлю при температурі повітря близько 6 градусів.
Результат досить передбачуваний:
- зниження кількості дефектів у складних місцях;
- Загиблість падає;
- Геометричні розміри стають більш точними.

Ліворуч 0.25mm у холоді, правий 0.20mm у теплій. Модель «холодний» візуально і на дотик виглядає гладкіше і має менше дефектів.
Всі в саду, взимку!
Це все.
Кінець.
Джерело: habrahabr.ru/post/203698/