Жизнь — интересная!
Подписывайтесь на нашу группу в Telegram и Facebook, чтобы быть в сообществе единомышленников, находить вдохновение и не пропускать свежие и удивительные статьи с bashny.net.
673
0.2
2015-07-04
Винтовки ORSIS: "Как это делается"
Московский оружейный завод ГК «Промтехнология» / Бренд ORSIS
Строительство завода началось в 2010 году, после того как мастер спорта по пулевой стрельбе и будущий директор предприятия Алексей Сорокин поделился идеей создания производства высокоточных винтовок с совладельцем группы «Н-Транс» Константином Николаевым. Потом у проекта появился второй инвестор, холдинг Ru-com Михаила Абызова. Производство винтовок под брендом Orsis (название созвучно латинскому Ursus — «медведь») началось в марте 2011 года. Сейчас завод выпускает пять типов охотничьих и спортивных винтовок, а также производит по лицензии австрийские пистолеты Glock и итальянские ружья Marocchi. Наиболее популярной моделью является тактическая ORSIS T-5000 — с ней сотрудники российских спецслужб побеждают на международных соревнованиях по стрельбе. Предприятие выпускает около 1 200 изделий в год, 60% из них приходится на охотничье оружие, остальное — спортивные винтовки.
41 фото via aniskin1968
Фотографии: Иван Гущин

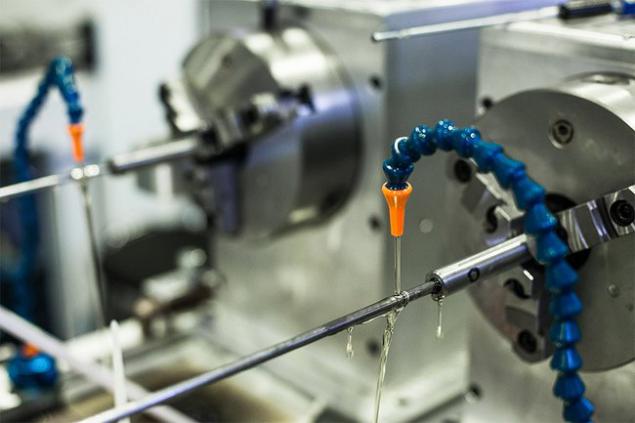
Винтовка состоит из трёх основных частей: ствола, затворной группы и ложи с прикладом. Процесс изготовления оружия начинается со стволов. Заготовки для них приходят на предприятие из США. Они сделаны из специальной оружейной нержавеющей стали. На станке в заготовке сначала сверлят отверстие, ширина которого зависит от калибра будущей винтовки. Затем стволу придают форму. Потом внутри делаются нарезы — 4-6 спиралевидных полосы, помогающих стабилизировать траекторию движения пули. Они нарезаются металлическим крючком особой формы, который также изготавливается на заводе. Инструмент входит в неподвижную заготовку и оставляет след от резца глубиной в один микрон. Для облегчения нарезания на ствол льётся масло. Процесс нарезки ствола длится 3-5 часов. Для одного нареза инструмент должен войти внутрь 60-80 раз. После этого ствол вручную полируют свинцово-оловянным притиром.

Специалисты лаборатории зондируют канал ствола бороскопом на наличие дефектов — царапин, раковин или трещин. Ствол проверяют несколько раз: после сверления отверстия, нарезки и полировки.

Более крупные детали затворной группы изготавливаются на восьми фрезерных установках. Каждый из них выполняет одну операцию.
Для каждой модели делают свою ложу. Она обеспечивает конструкции жёсткость. Для тактических винтовок используют ложи из алюминия, для спортивных — из специального оружейного ламината. Кроме того, завод на заказ делает ложи из ценных пород дерева, например из ореха. Одна заготовка этой детали может стоить несколько десятков тысяч рублей. Сначала будущую ложу обрабатывают на фрезерном станке, затем мастера вручную шлифуют её, наносят лазером фирменные насечки и несколько раз пропитывают маслом. За одну смену мастер изготавливает 2-3 ложи.

После того как детали протестированы, их сортируют по коробкам и отправляют на участок сборки. К каждой коробке прилагается бумага, в которой указаны данные заказчика, тип оружия и его калибр. Специалист собирает вместе детали затворной группы, присоединяет их к стволу. Затем начинается процесс гласс беддинга. На ложу для винтовки наносят специальную мастику, в неё кладут металлические детали и оставляют на сутки до полного высыхания. Потом детали снова вынимают и отдают на покраску, а на ложе остаётся их точный оттиск, который позволяет подогнать дерево под металл. Это обеспечивает большую точность оружию.

После покраски детали снова соединяют вместе. Специалисты отдела технического контроля осматривают готовый продукт и дают заключение о том, что винтовка готова к стрельбе. Каждый день на заводе выпускают 5-6 винтовок.

08

09

10

11

12

13

14

15

16

17

18

19

20

21

22

23

24

25

26

27

28

29

30

31

32

33

34

35

36

37

38

39

40

Небольшое отверстие в мишени — след от попадания 16 пуль.

Источник: www.yaplakal.com/
Строительство завода началось в 2010 году, после того как мастер спорта по пулевой стрельбе и будущий директор предприятия Алексей Сорокин поделился идеей создания производства высокоточных винтовок с совладельцем группы «Н-Транс» Константином Николаевым. Потом у проекта появился второй инвестор, холдинг Ru-com Михаила Абызова. Производство винтовок под брендом Orsis (название созвучно латинскому Ursus — «медведь») началось в марте 2011 года. Сейчас завод выпускает пять типов охотничьих и спортивных винтовок, а также производит по лицензии австрийские пистолеты Glock и итальянские ружья Marocchi. Наиболее популярной моделью является тактическая ORSIS T-5000 — с ней сотрудники российских спецслужб побеждают на международных соревнованиях по стрельбе. Предприятие выпускает около 1 200 изделий в год, 60% из них приходится на охотничье оружие, остальное — спортивные винтовки.
41 фото via aniskin1968
Фотографии: Иван Гущин

Винтовка состоит из трёх основных частей: ствола, затворной группы и ложи с прикладом. Процесс изготовления оружия начинается со стволов. Заготовки для них приходят на предприятие из США. Они сделаны из специальной оружейной нержавеющей стали. На станке в заготовке сначала сверлят отверстие, ширина которого зависит от калибра будущей винтовки. Затем стволу придают форму. Потом внутри делаются нарезы — 4-6 спиралевидных полосы, помогающих стабилизировать траекторию движения пули. Они нарезаются металлическим крючком особой формы, который также изготавливается на заводе. Инструмент входит в неподвижную заготовку и оставляет след от резца глубиной в один микрон. Для облегчения нарезания на ствол льётся масло. Процесс нарезки ствола длится 3-5 часов. Для одного нареза инструмент должен войти внутрь 60-80 раз. После этого ствол вручную полируют свинцово-оловянным притиром.

Специалисты лаборатории зондируют канал ствола бороскопом на наличие дефектов — царапин, раковин или трещин. Ствол проверяют несколько раз: после сверления отверстия, нарезки и полировки.

Более крупные детали затворной группы изготавливаются на восьми фрезерных установках. Каждый из них выполняет одну операцию.

Для каждой модели делают свою ложу. Она обеспечивает конструкции жёсткость. Для тактических винтовок используют ложи из алюминия, для спортивных — из специального оружейного ламината. Кроме того, завод на заказ делает ложи из ценных пород дерева, например из ореха. Одна заготовка этой детали может стоить несколько десятков тысяч рублей. Сначала будущую ложу обрабатывают на фрезерном станке, затем мастера вручную шлифуют её, наносят лазером фирменные насечки и несколько раз пропитывают маслом. За одну смену мастер изготавливает 2-3 ложи.

После того как детали протестированы, их сортируют по коробкам и отправляют на участок сборки. К каждой коробке прилагается бумага, в которой указаны данные заказчика, тип оружия и его калибр. Специалист собирает вместе детали затворной группы, присоединяет их к стволу. Затем начинается процесс гласс беддинга. На ложу для винтовки наносят специальную мастику, в неё кладут металлические детали и оставляют на сутки до полного высыхания. Потом детали снова вынимают и отдают на покраску, а на ложе остаётся их точный оттиск, который позволяет подогнать дерево под металл. Это обеспечивает большую точность оружию.

После покраски детали снова соединяют вместе. Специалисты отдела технического контроля осматривают готовый продукт и дают заключение о том, что винтовка готова к стрельбе. Каждый день на заводе выпускают 5-6 винтовок.

08

09

10

11

12

13

14

15

16

17

18

19

20

21

22

23

24

25

26

27

28

29

30

31

32

33

34

35

36

37

38

39

40

Небольшое отверстие в мишени — след от попадания 16 пуль.

Источник: www.yaplakal.com/
Портал БАШНЯ. Копирование, Перепечатка возможна при указании активной ссылки на данную страницу.