681
Руки ORSIS: "Як це зробити"
Московська бронетехніка Група компаній «ПромТехнологія» / ORSIS Brand
Будівництво заводу почалася в 2010 році, після майстер спорту в кулінарії та майбутнього директора підприємства Олексій Сорокін поділився ідеями створення виробництва високоточних гвинтівок з співвласником групи N-Trans Костянтином Миколаївом. Тоді проект був другим інвестором, холдингом Михайла Абизова. Виробництво гвинтівок під брендом Орис (ім'я, конденсант з латинською Урсою - "Бар") почалася в березні 2011 року. Завод виробляє п'ять видів мисливсько-спортивних гвинтівок, а також виробляє під ліцензією австрійських Глоконівських пістолетів і італійських марокчивих гвинтівок. Найбільш популярною моделлю є тактичний ORSIS T-5000, з яким російські спецслужби перемагають міжнародні змагання з стрільби. Компанія виробляє близько 1,200 товарів на рік, 60% з них – мисливська зброя, відпочинок – спортивні гвинтівки.
41 зображень через aniskin1968
Фото: Іван Гущин

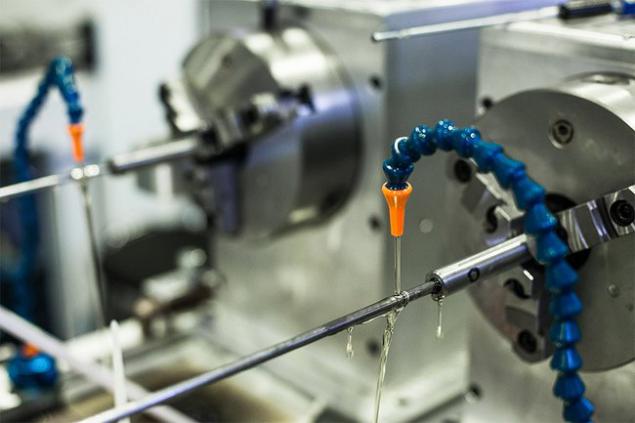
Шнур складається з трьох основних частин: бочки, групи затвору і коробки з бат. Процес виготовлення зброї починається з бочок. Підготовка до компанії з США. Вони виготовляються з спеціальної зброї з нержавіючої сталі. На машині в заготовці отвір спочатку пробурюється, ширина якого залежить від калібру майбутньої гвинтівки. Бочка потім формується. Потім ріжучі виготовляються всередині - 4-6 спіральних смуг, які допомагають стабілізувати траєкторію кулі. Вони розрізають металевим гаком спеціальної форми, яка також виготовляється на заводі. Засіб надходить на фіксовану заготовку і залишає слід від глибини розпушувача одного мікрона. Щоб полегшити різання, масло заливають на стовбурі. Процес різання бочки триває 3-5 годин. Для одного зрізу інструмент повинен вийти всередині 60-80 разів. Після цього стовбур вручну шліфується свинцевою смугою.

Лабораторні фахівці зондують стовбуровий канал з бороскопом для дефектів - подряпин, оболонок або тріщин. Кулька перевіряється кілька разів: після буріння отворів, різання і полірування.

Більші частини запірної групи виготовляються в восьми фрезерних установках. Кожен з них виконує одну операцію.
Вони роблять власне ліжко для кожної моделі. Додає жорсткість конструкції. Для тактичних гвинтів використовуються алюмінієві піддони, для спортивних - з спеціальної зброї ламінат. Крім того, завод індивідуально виготовлених з цінних порід деревини, таких як горіхи. Одна заготовка цієї частини може коштувати кілька десятків тисяч рублів. Спочатку на фрезерній машині обробляється майстру вручну, потім майстри вручну затирають її, наносять мариновані лавки з лазером і просочують її маслом кілька разів. В одному зсуві майстер робить 2-3 ложок.

Після того, як деталі випробувані, їх сортування у ящики і відправлені на складський майданчик. Кожна коробка супроводжується папером, яка вказує на дані замовника, тип зброї та її калібру. Фахівець збирає разом деталі групи затвору, прикріплює їх до стовбура. Далі починається процес скляної постільної білизни. Спеціальна мастика наноситься на коробку для гвинтівки, металеві деталі поміщаються в неї і залишають на добу до повного висихання. Потім деталі знову вибираються і дають для живопису, і їх точне враження залишається на ліжку, що дозволяє підійти дерево під металом. Це забезпечує більшу точність зброї.

Після живопису деталі знову збираються. Фахівці відділу технічного контролю перевіряють готовий продукт і укладуть, що гвинтівка готова до пожежі. Щодня завод виробляє 5-6 гвинтівок.

08 мар

09 мар
 р.
р.
10 хв

11.
 р.
р.
12.

13 хв
 р.
р.
14.
6448545 (доб. 3)
15.00 р.

16 мар
 р.
р.
17.00 р.

18 років

19.00 р.

20.

21.

22.
171230
23.

24.
 Габаритний зображення
Габаритний зображення
25.
 282р.
282р.
26.

27.

28.

29 кв.м.

30.

31.

32.

33.
88181518
34 кв.м.

35.

36.00 Р

37 хв

38.

39.00 р.
 доб. 2
доб. 2
40.

Невеликий отвір в мішені - причіп 16 кульок.

Джерело:
Будівництво заводу почалася в 2010 році, після майстер спорту в кулінарії та майбутнього директора підприємства Олексій Сорокін поділився ідеями створення виробництва високоточних гвинтівок з співвласником групи N-Trans Костянтином Миколаївом. Тоді проект був другим інвестором, холдингом Михайла Абизова. Виробництво гвинтівок під брендом Орис (ім'я, конденсант з латинською Урсою - "Бар") почалася в березні 2011 року. Завод виробляє п'ять видів мисливсько-спортивних гвинтівок, а також виробляє під ліцензією австрійських Глоконівських пістолетів і італійських марокчивих гвинтівок. Найбільш популярною моделлю є тактичний ORSIS T-5000, з яким російські спецслужби перемагають міжнародні змагання з стрільби. Компанія виробляє близько 1,200 товарів на рік, 60% з них – мисливська зброя, відпочинок – спортивні гвинтівки.
41 зображень через aniskin1968
Фото: Іван Гущин

Шнур складається з трьох основних частин: бочки, групи затвору і коробки з бат. Процес виготовлення зброї починається з бочок. Підготовка до компанії з США. Вони виготовляються з спеціальної зброї з нержавіючої сталі. На машині в заготовці отвір спочатку пробурюється, ширина якого залежить від калібру майбутньої гвинтівки. Бочка потім формується. Потім ріжучі виготовляються всередині - 4-6 спіральних смуг, які допомагають стабілізувати траєкторію кулі. Вони розрізають металевим гаком спеціальної форми, яка також виготовляється на заводі. Засіб надходить на фіксовану заготовку і залишає слід від глибини розпушувача одного мікрона. Щоб полегшити різання, масло заливають на стовбурі. Процес різання бочки триває 3-5 годин. Для одного зрізу інструмент повинен вийти всередині 60-80 разів. Після цього стовбур вручну шліфується свинцевою смугою.

Лабораторні фахівці зондують стовбуровий канал з бороскопом для дефектів - подряпин, оболонок або тріщин. Кулька перевіряється кілька разів: після буріння отворів, різання і полірування.

Більші частини запірної групи виготовляються в восьми фрезерних установках. Кожен з них виконує одну операцію.

Вони роблять власне ліжко для кожної моделі. Додає жорсткість конструкції. Для тактичних гвинтів використовуються алюмінієві піддони, для спортивних - з спеціальної зброї ламінат. Крім того, завод індивідуально виготовлених з цінних порід деревини, таких як горіхи. Одна заготовка цієї частини може коштувати кілька десятків тисяч рублів. Спочатку на фрезерній машині обробляється майстру вручну, потім майстри вручну затирають її, наносять мариновані лавки з лазером і просочують її маслом кілька разів. В одному зсуві майстер робить 2-3 ложок.

Після того, як деталі випробувані, їх сортування у ящики і відправлені на складський майданчик. Кожна коробка супроводжується папером, яка вказує на дані замовника, тип зброї та її калібру. Фахівець збирає разом деталі групи затвору, прикріплює їх до стовбура. Далі починається процес скляної постільної білизни. Спеціальна мастика наноситься на коробку для гвинтівки, металеві деталі поміщаються в неї і залишають на добу до повного висихання. Потім деталі знову вибираються і дають для живопису, і їх точне враження залишається на ліжку, що дозволяє підійти дерево під металом. Це забезпечує більшу точність зброї.

Після живопису деталі знову збираються. Фахівці відділу технічного контролю перевіряють готовий продукт і укладуть, що гвинтівка готова до пожежі. Щодня завод виробляє 5-6 гвинтівок.

08 мар

09 мар
 р.
р.10 хв

11.
 р.
р.12.

13 хв
 р.
р.14.
6448545 (доб. 3)
15.00 р.

16 мар
 р.
р.17.00 р.

18 років

19.00 р.

20.

21.

22.
171230
23.

24.
 Габаритний зображення
Габаритний зображення25.
 282р.
282р.26.

27.

28.

29 кв.м.

30.

31.

32.

33.
88181518
34 кв.м.

35.

36.00 Р

37 хв

38.

39.00 р.
 доб. 2
доб. 240.

Невеликий отвір в мішені - причіп 16 кульок.

Джерело:























