Жизнь — интересная!
Подписывайтесь на нашу группу в Telegram и Facebook, чтобы быть в сообществе единомышленников, находить вдохновение и не пропускать свежие и удивительные статьи с bashny.net.
1500
0.3
2013-05-10
Фотоэкскурсия по шинному заводу
Фотоэкскурсия по знаменитому Ярославскому шинному заводу, одному из крупнейших шинных заводов центрального региона России. Репортаж из цехов, где производят и тестируют шины марки «Cordiant» для легковых автомобилей.

Я и до этого знал, что шина — предмет не простой. Оказалось, что производство еще сложнее, чем я представлял. И самое главное, я узнал секрет, откуда берутся усики на новой резине и зачем они нужны!
Немного истории: Не многие знают, что давным давно шины были деревянными или металлическими (так мне рассказывали в институте). Первая в мире резиновая шина была сделана Робертом Уильямом Томсоном в 1846 году, однако автором пневматической шины считают шотландца Джона Данлопа, который в 1887 году придумал надеть на колесо трехколесного велосипеда своего 10-летнего сына широкие обручи, сделанные из шланга для поливки сада, и надуть их воздухом. Именно с велосипедов и началась эра пневматических шин.

Основными материалами для производства шин являются резина, которая изготавливается из натуральных и синтетических каучуков и корд.
Производство шины начинается с приготовления резиновых смесей, которые могут включать в себя до 10 химикатов, начиная от серы и углерода и заканчивая каучуком. Из смесей на специальных станках методом экструзии делают различные заготовки для будущей шины.

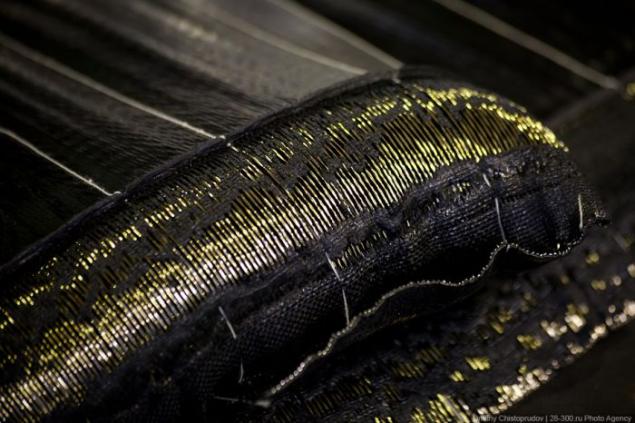
Так, например, выглядит будущий корд на конвейере.

На отбракованном участке заготовки можно увидеть «скелет шины» — каркас, который изготавливается из высокопрочного металлокорда. Многие недалекие автовладельцы считают, что шину пора выкидывать только тогда, когда она стирается до корда.
На станках изготавливаются компоненты для сборки. Процесс экструзии для большинства изделий схож, и компоненты выглядят примерно одинаково — на выходе из станка получается длинная резиновая лента.

Резина до вулканизации очень липкая, поэтому материал наматывают в бобины прокладывая каждый виток защитным слоем.

Все компоненты сортируют по типоразмеру шины, на каждую бобину приклеивают штрих-код, чтобы можно было в любой момент понять для какого типа шин изготовлен материал.

Станки с гигантскими катушками изготавливают бортовые кольца. Бортовое кольцо — важный элемент шины, который изготавливается из множества витков обрезиненной бортовой проволоки. Это нерастяжимая, жесткая часть шины, с помощью которой происходит фиксация на ободе диска.

Много-много нитей сплетаются в ряды, которые далее обрезиниваются.

Этот станок закругляет обрезиненную проволоку в кольцо под необходимый посадочный размер диска. Слева в кадре — ленты проволоки, справа — готовые кольца.

Готовые бортовые кольца.

На сборочных станках все детали шины соединяются в единое целое. Необходимые компоненты с бобин загружаются на ленты конвейера.

Так выглядит протекторная заготовка. До вулканизации это просто толстая полоса резины без рисунка протектора. Цветные линии — специальная кодировка, чтобы можно было быстро и четко понять, какой у шины радиус, ширина и высота профиля и т.д. (своеобразный штрих-код шины).

Бабина с заготовкой раскручивается, компонент уходит на конвейер, а защитный слой, (коричневая лента, чтобы материал не слипался) наматывается на другую катушку.

Дальше начинается этап «Слава роботам!». Все происходит очень быстро и далеко не сразу можно разобраться, что к чему. На сборочный барабан последовательно накладываются слои с разных лент конвейера.
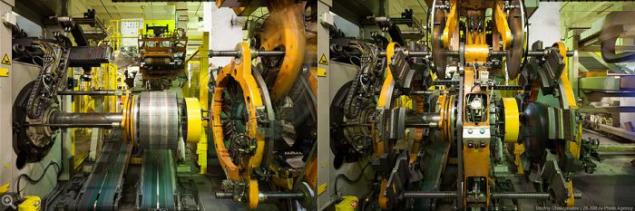
Потом приезжает большой робот и ловко раздувает заготовку воздухом, что-то сминает, сжимает и заворачивает и получается полуфабрикат шины.

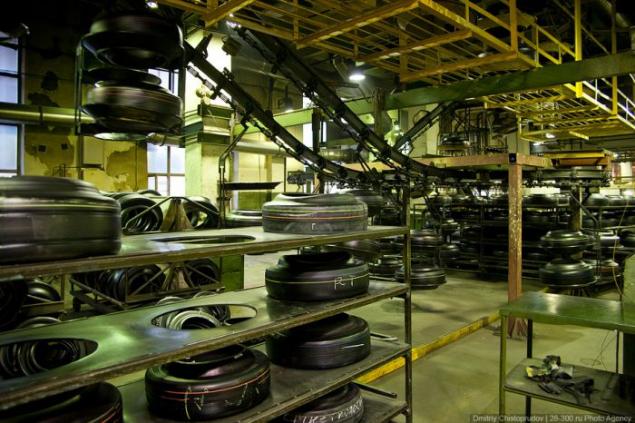
По конвейерным линиям заготовки отправляются в цех вулканизации.

Здесь шина подвергается термовоздействию горячим паром под высоким давлением. Каучук, техуглерод и присадки «спекаются» в единое целое, а на внешние и внутренние поверхности шины с помощью пресс-форм наносятся рисунок протектора, надписи и другие технические профили.

В цеху целые ряды установок вулканизации с прессформами для различных типов шин.

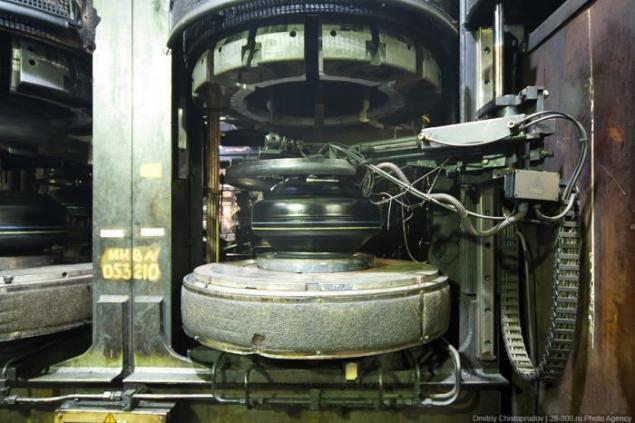
Слева идет процесс вулканизации, а справа пустая камера с диафрагмой, которая раздувает шину под высоким давлением.

Заготовка в камере, сверху видны прессформы. Под давлением по боковинам и протектору прорисовывается рельефный рисунок. Происходит химическая реакция (вулканизация), которая придает резине эластичность и прочность.
Так выглядит разобранная прессформа. Со временем от высокой температуры и давления прессформа загрязняется и ее следует очищать.

Прежде всего забиваются каналы для отвода воздуха при вулканизации. Именно из-за этих каналов и образуются те загадочные «усики» на новых шинах.

Прессформы для боковин.

Цех, где очищают загрязнившиеся прессформы.

Историческая справка:
В июне 1943 г. в результате налета немецкой авиации, завод был полностью разрушен. Но уже в конце сентября последствия бомбардировки были ликвидированы, завод восстановлен.
1950-е гг. Впервые в СССР завод начал выпускать бескамерные шины: для легковых автомобилей «Победа», «Волга», «ЗИМ».
Конец 50-х. Страна переживала «шинный кризис», увеличивался простой автотранспорта из-за дефицита шин.
1966 г. Выпущена 100-миллионная шина.
1969 г. ЯШЗ первому из отечественных заводов было дано право выпускать шины для нового легкового автомобиля «Жигули».

Внутри установок по вулканизации безумно красиво!

Вот где нужно было снимать Терминатора.



Готовые шины поступают на общий конвейер и отправляются на окончательный контроль качества шин перед отправкой потребителям.


На контроле производится визуальный осмотр шин.

Дальше в работу снова включается робот, который проверят динамические характеристики каждой шины.

Все новые модели обязательно проходят стендовые и лабораторно-дорожные испытания в заводском опытно-испытательном центре, которые ведутся на специальных станках, где моделируются условия эксплуатации, в несколько раз превышающие по воздействию дорожные.

Диски под все типы шин.

А так выглядит стенд для испытания сразу шести шин одновременно.

А это — авиационные шины. Как их производят — большой секрет! На предприятиях компании «СИБУР – Русские шины», выпускающих шины марки Cordiant производится не только продукция для широкого круга потребителей, но и специальные изделия, например шины для истребителя 5-го поколения, известного как Т-50, или ПАК-ФА.

Чтобы посмотреть на производство авиационных шин нужно получать разрешение в ФСБ.

В этом цехе установлены стенды, где имитируют скорости и нагрузки на колесо при взлете и посадке самолета.


Вот так производятся шины Cordiant.
«Современное сборочное оборудование — это полностью автоматизированное производство, в рамках которого человеку отводится лишь минимальная роль. Автоматизация производства уменьшает влияние человеческого фактора на качество шин, что приводит к значительному улучшению эксплуатационных характеристик конечного продукта.»


Я и до этого знал, что шина — предмет не простой. Оказалось, что производство еще сложнее, чем я представлял. И самое главное, я узнал секрет, откуда берутся усики на новой резине и зачем они нужны!
Немного истории: Не многие знают, что давным давно шины были деревянными или металлическими (так мне рассказывали в институте). Первая в мире резиновая шина была сделана Робертом Уильямом Томсоном в 1846 году, однако автором пневматической шины считают шотландца Джона Данлопа, который в 1887 году придумал надеть на колесо трехколесного велосипеда своего 10-летнего сына широкие обручи, сделанные из шланга для поливки сада, и надуть их воздухом. Именно с велосипедов и началась эра пневматических шин.

Основными материалами для производства шин являются резина, которая изготавливается из натуральных и синтетических каучуков и корд.
Производство шины начинается с приготовления резиновых смесей, которые могут включать в себя до 10 химикатов, начиная от серы и углерода и заканчивая каучуком. Из смесей на специальных станках методом экструзии делают различные заготовки для будущей шины.

Так, например, выглядит будущий корд на конвейере.

На отбракованном участке заготовки можно увидеть «скелет шины» — каркас, который изготавливается из высокопрочного металлокорда. Многие недалекие автовладельцы считают, что шину пора выкидывать только тогда, когда она стирается до корда.

На станках изготавливаются компоненты для сборки. Процесс экструзии для большинства изделий схож, и компоненты выглядят примерно одинаково — на выходе из станка получается длинная резиновая лента.

Резина до вулканизации очень липкая, поэтому материал наматывают в бобины прокладывая каждый виток защитным слоем.

Все компоненты сортируют по типоразмеру шины, на каждую бобину приклеивают штрих-код, чтобы можно было в любой момент понять для какого типа шин изготовлен материал.

Станки с гигантскими катушками изготавливают бортовые кольца. Бортовое кольцо — важный элемент шины, который изготавливается из множества витков обрезиненной бортовой проволоки. Это нерастяжимая, жесткая часть шины, с помощью которой происходит фиксация на ободе диска.

Много-много нитей сплетаются в ряды, которые далее обрезиниваются.

Этот станок закругляет обрезиненную проволоку в кольцо под необходимый посадочный размер диска. Слева в кадре — ленты проволоки, справа — готовые кольца.

Готовые бортовые кольца.

На сборочных станках все детали шины соединяются в единое целое. Необходимые компоненты с бобин загружаются на ленты конвейера.

Так выглядит протекторная заготовка. До вулканизации это просто толстая полоса резины без рисунка протектора. Цветные линии — специальная кодировка, чтобы можно было быстро и четко понять, какой у шины радиус, ширина и высота профиля и т.д. (своеобразный штрих-код шины).

Бабина с заготовкой раскручивается, компонент уходит на конвейер, а защитный слой, (коричневая лента, чтобы материал не слипался) наматывается на другую катушку.

Дальше начинается этап «Слава роботам!». Все происходит очень быстро и далеко не сразу можно разобраться, что к чему. На сборочный барабан последовательно накладываются слои с разных лент конвейера.

Потом приезжает большой робот и ловко раздувает заготовку воздухом, что-то сминает, сжимает и заворачивает и получается полуфабрикат шины.

По конвейерным линиям заготовки отправляются в цех вулканизации.


Здесь шина подвергается термовоздействию горячим паром под высоким давлением. Каучук, техуглерод и присадки «спекаются» в единое целое, а на внешние и внутренние поверхности шины с помощью пресс-форм наносятся рисунок протектора, надписи и другие технические профили.

В цеху целые ряды установок вулканизации с прессформами для различных типов шин.

Слева идет процесс вулканизации, а справа пустая камера с диафрагмой, которая раздувает шину под высоким давлением.

Заготовка в камере, сверху видны прессформы. Под давлением по боковинам и протектору прорисовывается рельефный рисунок. Происходит химическая реакция (вулканизация), которая придает резине эластичность и прочность.

Так выглядит разобранная прессформа. Со временем от высокой температуры и давления прессформа загрязняется и ее следует очищать.

Прежде всего забиваются каналы для отвода воздуха при вулканизации. Именно из-за этих каналов и образуются те загадочные «усики» на новых шинах.

Прессформы для боковин.

Цех, где очищают загрязнившиеся прессформы.

Историческая справка:
В июне 1943 г. в результате налета немецкой авиации, завод был полностью разрушен. Но уже в конце сентября последствия бомбардировки были ликвидированы, завод восстановлен.
1950-е гг. Впервые в СССР завод начал выпускать бескамерные шины: для легковых автомобилей «Победа», «Волга», «ЗИМ».
Конец 50-х. Страна переживала «шинный кризис», увеличивался простой автотранспорта из-за дефицита шин.
1966 г. Выпущена 100-миллионная шина.
1969 г. ЯШЗ первому из отечественных заводов было дано право выпускать шины для нового легкового автомобиля «Жигули».

Внутри установок по вулканизации безумно красиво!

Вот где нужно было снимать Терминатора.



Готовые шины поступают на общий конвейер и отправляются на окончательный контроль качества шин перед отправкой потребителям.


На контроле производится визуальный осмотр шин.

Дальше в работу снова включается робот, который проверят динамические характеристики каждой шины.

Все новые модели обязательно проходят стендовые и лабораторно-дорожные испытания в заводском опытно-испытательном центре, которые ведутся на специальных станках, где моделируются условия эксплуатации, в несколько раз превышающие по воздействию дорожные.

Диски под все типы шин.

А так выглядит стенд для испытания сразу шести шин одновременно.

А это — авиационные шины. Как их производят — большой секрет! На предприятиях компании «СИБУР – Русские шины», выпускающих шины марки Cordiant производится не только продукция для широкого круга потребителей, но и специальные изделия, например шины для истребителя 5-го поколения, известного как Т-50, или ПАК-ФА.

Чтобы посмотреть на производство авиационных шин нужно получать разрешение в ФСБ.

В этом цехе установлены стенды, где имитируют скорости и нагрузки на колесо при взлете и посадке самолета.


Вот так производятся шины Cordiant.
«Современное сборочное оборудование — это полностью автоматизированное производство, в рамках которого человеку отводится лишь минимальная роль. Автоматизация производства уменьшает влияние человеческого фактора на качество шин, что приводит к значительному улучшению эксплуатационных характеристик конечного продукта.»

Портал БАШНЯ. Копирование, Перепечатка возможна при указании активной ссылки на данную страницу.