1500
Фототур шинофабрики
Фототур відомого Ярославського шинобудівного заводу, одного з найбільших шинових заводів в центральній області Росії. Звіт з майстер-класів, де виготовляються та протестовані шини для легкових автомобілів.

Я вже знав, що шина не проста тема. Виявилося, що виробництво ще складніше, ніж уявлялося. І найголовніше, я дізнався секрет, де антенія на новій гумці приходять і чому вони потрібні!
Історія: Не багато хто знає, що довгі шини були дерев'яними або металевими (як я сказав в інституті). Перша гумова шина світу була виготовлена Робертом Вільямом Томсоном в 1846 році, але автор пневматичної шини вважається Scotsman John Dunlop, який в 1887 році придумав ідею зносу широких обручок з шланга для поливу саду на колесах трицикла його 10-річного сина і запалювання їх повітрям. Ведуться з велосипедами, що почалася ера пневматичних шин.

Основні матеріали для виробництва шин гумові, які виготовляються з натуральних і синтетичних гумок і шнурів.
Виробництво шини починається з приготування гумових сумішей, які можуть включати до 10 хімічних речовин, починаючи від сірки і вуглецю до гуми. З сумішей на спеціальних машинах методом екструзії роблять різні заготовки для майбутньої шини.

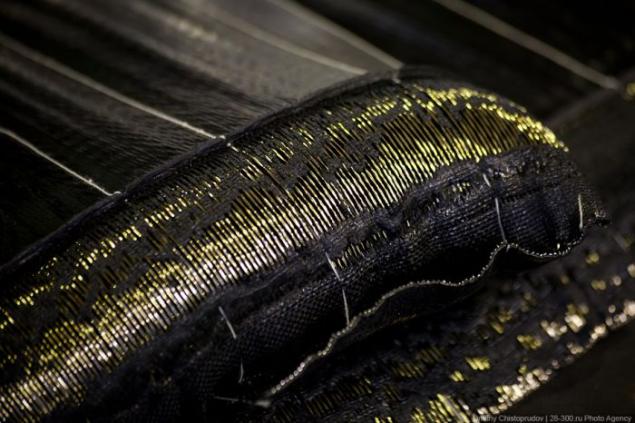
Так, наприклад, виглядає майбутній шнур на конвеєрі.

На відхилений відрізок заготовки можна побачити «пірний скелет» - каркас, який виготовляється з високоміцного металевого шнура. Багато вузькі власники автомобілів вважають, що час викинути шину тільки тоді, коли він миється до шнура.
Машини виробляють компоненти для складання. Процес екструзії для більшості продуктів схожий, і компоненти виглядають про те ж саме - на виході машини виходить довгий гумка.
 р.
р.
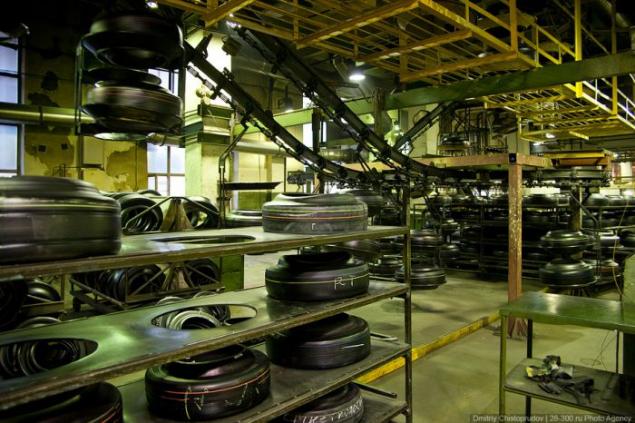
Гумка перед вулькансією дуже липка, тому матеріал раниться в бобіни, прокладаючи кожен поворот захисним шаром.

Всі компоненти сортуються за розміром шини, штрих-код приклеюється до кожного рейки, щоб ви могли в будь-який час зрозуміти, який тип шини виготовлений матеріал.
 , Україна
, Україна
Машини з гігантськими котушками роблять бічні кільця. Кільце на борт є важливим елементом шини, який виготовлений з багатьох поворотів гумового дроту. Це незнімна, складна частина шини, за допомогою якої відбувається фіксація на диску.

Багато, багато ниток плетені в рядки, які додатково підстрижені.

Ця машина округлює гумовий дріт в кільце до необхідного розміру посадки диска. Ліворуч в рамі - стрічки дроту, праворуч - готові кільця.

Готові бічні кільця.
7766895
На складальних машинах всі частини шини поєднуються в єдине ціле. На конвеєрних стрічках навантажуються необхідні компоненти з бобін.

Це те, що схожий на протектор. До вулканізації це просто товста смуга каучуку без візерунка. Кольорові лінії є спеціальним кодуванням, щоб ви могли швидко і чітко зрозуміти, що радіус шини, ширина і висота профілю тощо. (тип штрих-коду шини).

Бабіна з заготовкою розмотується, компонент йде на транспортер, а захисний шар (коричнева стрічка так, щоб матеріал не прилипав) намотується на іншу котушку.

Далі починається етап «Слава роботів». Все відбувається дуже швидко і не можна відразу зрозуміти, що це таке. На монтажному барабані шари послідовно накладаються з різних конвеєрних стрічок.
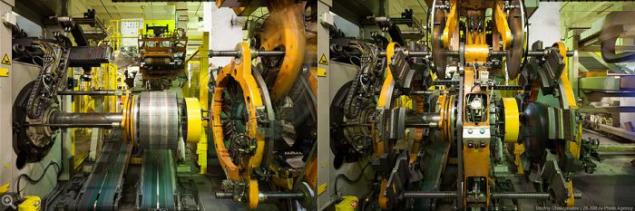
Після чого великий робот прибуває і дефлікатно перекриває заготовку з повітрям, з'являються щось крапки, компреси і обгортання, і виходить напівфабрикат.

На конвеєрних лініях, заготовки надсилаються в магазин вулканізації.

Тут шина піддається впливу тепла гарячою парою під високим тиском. Гумові, вуглецеві та добавки «зимовані» в єдине ціле, і малюнок протектора, написи та інші технічні профілі наносяться на зовнішні та внутрішні поверхні шини за допомогою форм.

У магазині ряд вулканічних рослин з цвільми для різних типів шин.

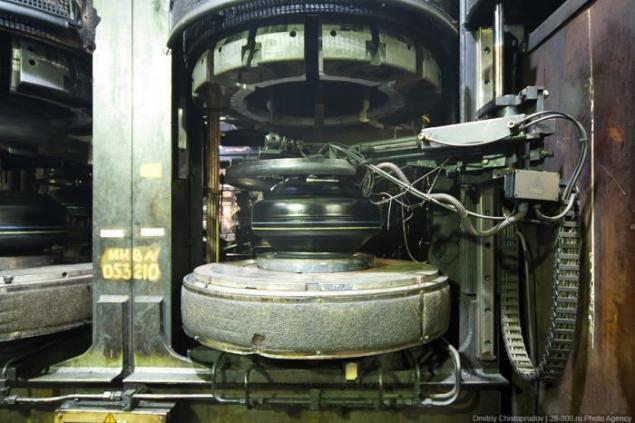
Ліворуч - це процес вулканізації, а праворуч - це порожня камера з діафрагмою, яка закриває шину під високим тиском.

Заготовка знаходиться в комірці, ви можете побачити цвіль зверху. Під тиском на бічних стінках і протекторі намальовується рельєфний візерунок. Є хімічна реакція (ульканізація), яка надає гумову еластичність і міцність.
Це те, що виглядає демонтажна цвіль. Згодом від високої температури і тиску цвіль стає забрудненою і повинна бути очищена.

Перш за все, забиті канали для видалення повітря під час вулканізації. Це через ці канали, які утворюються ці загадкові «муска» на нових шинах.
195493
Побічні цвіль.

Магазин, де забруднені цвіль очищають.

Історичний фон:
У червні 1943 р. в результаті німецького авіарейду завод повністю знищив. Але в кінці вересня були ліквідовані наслідки бомбардування, завод був відновлений.
1950-ті рр. Вперше в СРСР завод почав виробляти безпровідні шини: для легкових вагонів «Вікторія», «Волга», «ЗІМ».
Лот '50s. Країна переживала «тривалу кризу», збільшила простоту транспорту через брак шин.
У 1966 році було виготовлено 100 млн шин.
1969 р. Яшц був першим із вітчизняних рослин було надано право виготовляти шини на новий пасажирський автомобіль "Жігулі".

Всередині вульканізаційні рослини нескінченно красиві!

Ось де термінатор повинен бути знятий.

 Габаритний зображення
Габаритний зображення

Оздоблені шини прибувають на загальний транспортер і відправляються для остаточного контролю якості шин перед відправкою споживачам.
2956434

Проводиться візуальна перевірка шин.

Далі робота знову входить в роботу, яка буде перевіряти динамічні характеристики кожної шини.

Всі нові моделі повинні пройти буксирування та лабораторні та дорожні тести на заводському експериментальному тестовому центрі, які проводяться на спеціальних машинах, де імітовані умови експлуатації, в кілька разів вище, ніж дорога.

Диски для всіх типів шин.

І це підставка для тестування шести шин одночасно.

І це авіалінії. Як вони зроблені є великим секретом. На підприємствах SIBUR – російські шини, які виробляють Кордиантні шини, не тільки продукти виготовляються для широкого спектру споживачів, але й спеціальні продукти, наприклад шини для 5-го покоління, відомі як T-50, так і PAK-FA.
 Габаритний зображення
Габаритний зображення
Щоб подивитися на виробництво авіаційних шин, потрібно отримати дозвіл від FSB.

У цьому семінарі встановлюються стенди, де вони імітують швидкість і навантаження на колесо під час зльоту і посадки літака.


Саме так виготовляються кордиантні шини.
«Сучасне складання обладнання повністю автоматизоване виробництво, з лише мінімальною роллю людини для гри. Автоматизація виробництва знижує вплив людських чинників на якість шин, що призводить до значного поліпшення продуктивності кінцевого продукту. ?


Я вже знав, що шина не проста тема. Виявилося, що виробництво ще складніше, ніж уявлялося. І найголовніше, я дізнався секрет, де антенія на новій гумці приходять і чому вони потрібні!
Історія: Не багато хто знає, що довгі шини були дерев'яними або металевими (як я сказав в інституті). Перша гумова шина світу була виготовлена Робертом Вільямом Томсоном в 1846 році, але автор пневматичної шини вважається Scotsman John Dunlop, який в 1887 році придумав ідею зносу широких обручок з шланга для поливу саду на колесах трицикла його 10-річного сина і запалювання їх повітрям. Ведуться з велосипедами, що почалася ера пневматичних шин.

Основні матеріали для виробництва шин гумові, які виготовляються з натуральних і синтетичних гумок і шнурів.
Виробництво шини починається з приготування гумових сумішей, які можуть включати до 10 хімічних речовин, починаючи від сірки і вуглецю до гуми. З сумішей на спеціальних машинах методом екструзії роблять різні заготовки для майбутньої шини.

Так, наприклад, виглядає майбутній шнур на конвеєрі.

На відхилений відрізок заготовки можна побачити «пірний скелет» - каркас, який виготовляється з високоміцного металевого шнура. Багато вузькі власники автомобілів вважають, що час викинути шину тільки тоді, коли він миється до шнура.

Машини виробляють компоненти для складання. Процес екструзії для більшості продуктів схожий, і компоненти виглядають про те ж саме - на виході машини виходить довгий гумка.
 р.
р.Гумка перед вулькансією дуже липка, тому матеріал раниться в бобіни, прокладаючи кожен поворот захисним шаром.

Всі компоненти сортуються за розміром шини, штрих-код приклеюється до кожного рейки, щоб ви могли в будь-який час зрозуміти, який тип шини виготовлений матеріал.
 , Україна
, УкраїнаМашини з гігантськими котушками роблять бічні кільця. Кільце на борт є важливим елементом шини, який виготовлений з багатьох поворотів гумового дроту. Це незнімна, складна частина шини, за допомогою якої відбувається фіксація на диску.

Багато, багато ниток плетені в рядки, які додатково підстрижені.

Ця машина округлює гумовий дріт в кільце до необхідного розміру посадки диска. Ліворуч в рамі - стрічки дроту, праворуч - готові кільця.

Готові бічні кільця.
7766895
На складальних машинах всі частини шини поєднуються в єдине ціле. На конвеєрних стрічках навантажуються необхідні компоненти з бобін.

Це те, що схожий на протектор. До вулканізації це просто товста смуга каучуку без візерунка. Кольорові лінії є спеціальним кодуванням, щоб ви могли швидко і чітко зрозуміти, що радіус шини, ширина і висота профілю тощо. (тип штрих-коду шини).

Бабіна з заготовкою розмотується, компонент йде на транспортер, а захисний шар (коричнева стрічка так, щоб матеріал не прилипав) намотується на іншу котушку.

Далі починається етап «Слава роботів». Все відбувається дуже швидко і не можна відразу зрозуміти, що це таке. На монтажному барабані шари послідовно накладаються з різних конвеєрних стрічок.

Після чого великий робот прибуває і дефлікатно перекриває заготовку з повітрям, з'являються щось крапки, компреси і обгортання, і виходить напівфабрикат.

На конвеєрних лініях, заготовки надсилаються в магазин вулканізації.


Тут шина піддається впливу тепла гарячою парою під високим тиском. Гумові, вуглецеві та добавки «зимовані» в єдине ціле, і малюнок протектора, написи та інші технічні профілі наносяться на зовнішні та внутрішні поверхні шини за допомогою форм.

У магазині ряд вулканічних рослин з цвільми для різних типів шин.

Ліворуч - це процес вулканізації, а праворуч - це порожня камера з діафрагмою, яка закриває шину під високим тиском.

Заготовка знаходиться в комірці, ви можете побачити цвіль зверху. Під тиском на бічних стінках і протекторі намальовується рельєфний візерунок. Є хімічна реакція (ульканізація), яка надає гумову еластичність і міцність.

Це те, що виглядає демонтажна цвіль. Згодом від високої температури і тиску цвіль стає забрудненою і повинна бути очищена.

Перш за все, забиті канали для видалення повітря під час вулканізації. Це через ці канали, які утворюються ці загадкові «муска» на нових шинах.
195493
Побічні цвіль.

Магазин, де забруднені цвіль очищають.

Історичний фон:
У червні 1943 р. в результаті німецького авіарейду завод повністю знищив. Але в кінці вересня були ліквідовані наслідки бомбардування, завод був відновлений.
1950-ті рр. Вперше в СРСР завод почав виробляти безпровідні шини: для легкових вагонів «Вікторія», «Волга», «ЗІМ».
Лот '50s. Країна переживала «тривалу кризу», збільшила простоту транспорту через брак шин.
У 1966 році було виготовлено 100 млн шин.
1969 р. Яшц був першим із вітчизняних рослин було надано право виготовляти шини на новий пасажирський автомобіль "Жігулі".

Всередині вульканізаційні рослини нескінченно красиві!

Ось де термінатор повинен бути знятий.

 Габаритний зображення
Габаритний зображення
Оздоблені шини прибувають на загальний транспортер і відправляються для остаточного контролю якості шин перед відправкою споживачам.
2956434

Проводиться візуальна перевірка шин.

Далі робота знову входить в роботу, яка буде перевіряти динамічні характеристики кожної шини.

Всі нові моделі повинні пройти буксирування та лабораторні та дорожні тести на заводському експериментальному тестовому центрі, які проводяться на спеціальних машинах, де імітовані умови експлуатації, в кілька разів вище, ніж дорога.

Диски для всіх типів шин.

І це підставка для тестування шести шин одночасно.

І це авіалінії. Як вони зроблені є великим секретом. На підприємствах SIBUR – російські шини, які виробляють Кордиантні шини, не тільки продукти виготовляються для широкого спектру споживачів, але й спеціальні продукти, наприклад шини для 5-го покоління, відомі як T-50, так і PAK-FA.
 Габаритний зображення
Габаритний зображенняЩоб подивитися на виробництво авіаційних шин, потрібно отримати дозвіл від FSB.

У цьому семінарі встановлюються стенди, де вони імітують швидкість і навантаження на колесо під час зльоту і посадки літака.


Саме так виготовляються кордиантні шини.
«Сучасне складання обладнання повністю автоматизоване виробництво, з лише мінімальною роллю людини для гри. Автоматизація виробництва знижує вплив людських чинників на якість шин, що призводить до значного поліпшення продуктивності кінцевого продукту. ?