Жизнь — интересная!
Подписывайтесь на нашу группу в Telegram и Facebook, чтобы быть в сообществе единомышленников, находить вдохновение и не пропускать свежие и удивительные статьи с bashny.net.
992
0.2
2015-07-04
Как производится керамическая плитка
Пыжится буду долго, по окончании оповещу
Речь пойдет о производстве керамической плитки на заводе Lasselsberger Ceramics.
В 2006 году компания начала строительство в РФ завода по производству керамической плитки и в начале 2009 года состоялся запуск первой очереди производства.

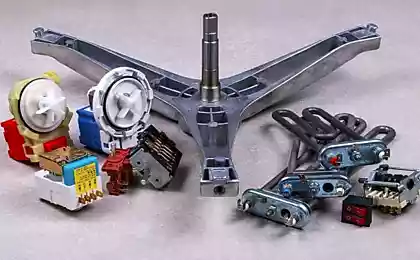
Доставка сырья. На заводе одновременно могут разместиться до 6 вагонов. Исходное сырье: глинистые материалы, кварцевые материалы, фельдшпатовые и/или карбонатные материалы.

Одновременное хранение шести различных видов сырья

Техника для загрузки сырья на конвейер

Автоматическая дозировка сырья с помощью электронных весов

Приготовление смеси заключается в нескольких операциях. Специально подготовленная смесь, состоящая из разных сортов глины с добавлением других натуральных компонентов, перемешивается в специальных барабанах и одновременно увлажняется. Затем подсушивается и перемалывается в огромных вертикальных силосах практически до состояния взвеси,. Процесс включает в себя 3 основных операции: Смешивание и увлажнение

Измельчение

Подсушивание

При прессовании порошкообразная масса с содержанием влаги 7-10% сдавливается в двух направлениях, обычно под давлением порядка 200-400 кг/см2. Благодаря чему даже необожженная плитка обладает соответствующей плотностью и прочностью.

10

11

Сушка
На этапе сушки из изделия удаляется вода. Условия сушки имеют крайне важное значение для обеспечения целостности изделия, поэтому процесс следует тщательно контролировать во избежание образования деформаций, растрескиваний и прочих дефектов. Сушильные установки обеспечивает выход влаги на поверхность изделия и ее дальнейшее испарение и удаление. Быстродействие установки обеспечивается хорошим теплообменом, эффективной вентиляцией и относительно высокой температурой воздуха, при которых производится осушение.

13

Глазурь
Глазурь представляет собой смесь различных минералов и соединений (фритты, каолин, песок, различные окислы, красящие пигменты, которые наносятся на поверхность изделия и расплавляются). При последующем охлаждении расплавленная масса затвердевает, образуя стекло, которое придает верхнему слою плитки особые свойства. Приготовление глазури заключается в дозировании различных материалов и их измельчении в воде. При этом получается взвесь с содержанием воды 40-50% готовая к применению. Глазурь может наноситься на высушенную поверхность. Процесс нанесения глазури очень важен, поэтому, он включаются в состав полностью автоматизированных линий, куда также входят машины для нанесения орнамента.

15

Перед обжигом плитки собираются в накопители

Обжиг
Посредством обжига плитка, также как и другие керамические изделия, приобретает механические характеристики, делающие ее пригодной для различного использования, а также свойства химической инертности. Такие характеристики являются следствием химических реакций и физических изменений, которые происходят как в самой плитке, так и в глазури (в случае глазурованной плитки). Обжиг производится в печах непрерывного действия, которые представляют собой туннель, по которому плитка перемещается на специальных транспортерах, подвергаясь при этом сначала предварительному нагреву, а затем, нагреваясь до температуры обжига, которая в зависимости от типа изделия может быть от 900 до 1250°С и более.

Ацкая жара

И опять накопитель.

После выхода керамической плитки из печи, она поступает в специальные накопители для готовой продукции. В одном накопителе находится плитка одного формата и одной серии. Автоматизированная система позволила применять специальную технику «роботы-транспортеры» для перевозки накопителей. В нужное время роботы перевозят накопители к конвейерной ленте для сортировки.

Кореш терминатора

Сортировка
Для контроля качества на линии сортировки установлены дефектоскопы, для проверки геометрических показателей керамической плитки. Скорость конвейера – 2 плитки в секунду

Упаковка
Процесс упаковки максимально автоматизирован, специальный робот упаковщик, по сигналу системы, упаковывает керамическую плитку в нужные коробки, разделяя на первый сорт и коммерческий сорт. Система распознает сорт, тип, коллекцию плитки и формирует поддоны.

24

Упаковка
После формирования, поддон поступает на упаковку. Специальная упаковочная машина (палетайзер) стягивает поддон лентами и обматывает пленкой.

26

Далее склад, либо Линия «3-го обжига», Станций покраски позволяют наносить несколько цветов на плитку, создавая неповторимы рисунок и рельеф, за один проход по линии. Красящие пигменты последовательно наносятся на поверхность ранее обожженной плитки, т.е. для производства декоративных элементов используется готовая «базовая» плитка. Далее в небольшой печи, по действием температуры расплавляется глазурь и проявляется уникальный рисунок.

Все дизайны будущих декоративных элементов разрабатываются индивидуально, с учетом специфики сырья и «базовой» плитки.

А теперь точно на склад и потом к покупателям.
У меня все

Источник: www.yaplakal.com/
Речь пойдет о производстве керамической плитки на заводе Lasselsberger Ceramics.
В 2006 году компания начала строительство в РФ завода по производству керамической плитки и в начале 2009 года состоялся запуск первой очереди производства.

Доставка сырья. На заводе одновременно могут разместиться до 6 вагонов. Исходное сырье: глинистые материалы, кварцевые материалы, фельдшпатовые и/или карбонатные материалы.

Одновременное хранение шести различных видов сырья

Техника для загрузки сырья на конвейер

Автоматическая дозировка сырья с помощью электронных весов

Приготовление смеси заключается в нескольких операциях. Специально подготовленная смесь, состоящая из разных сортов глины с добавлением других натуральных компонентов, перемешивается в специальных барабанах и одновременно увлажняется. Затем подсушивается и перемалывается в огромных вертикальных силосах практически до состояния взвеси,. Процесс включает в себя 3 основных операции: Смешивание и увлажнение

Измельчение

Подсушивание

При прессовании порошкообразная масса с содержанием влаги 7-10% сдавливается в двух направлениях, обычно под давлением порядка 200-400 кг/см2. Благодаря чему даже необожженная плитка обладает соответствующей плотностью и прочностью.

10

11

Сушка
На этапе сушки из изделия удаляется вода. Условия сушки имеют крайне важное значение для обеспечения целостности изделия, поэтому процесс следует тщательно контролировать во избежание образования деформаций, растрескиваний и прочих дефектов. Сушильные установки обеспечивает выход влаги на поверхность изделия и ее дальнейшее испарение и удаление. Быстродействие установки обеспечивается хорошим теплообменом, эффективной вентиляцией и относительно высокой температурой воздуха, при которых производится осушение.

13

Глазурь
Глазурь представляет собой смесь различных минералов и соединений (фритты, каолин, песок, различные окислы, красящие пигменты, которые наносятся на поверхность изделия и расплавляются). При последующем охлаждении расплавленная масса затвердевает, образуя стекло, которое придает верхнему слою плитки особые свойства. Приготовление глазури заключается в дозировании различных материалов и их измельчении в воде. При этом получается взвесь с содержанием воды 40-50% готовая к применению. Глазурь может наноситься на высушенную поверхность. Процесс нанесения глазури очень важен, поэтому, он включаются в состав полностью автоматизированных линий, куда также входят машины для нанесения орнамента.

15

Перед обжигом плитки собираются в накопители

Обжиг
Посредством обжига плитка, также как и другие керамические изделия, приобретает механические характеристики, делающие ее пригодной для различного использования, а также свойства химической инертности. Такие характеристики являются следствием химических реакций и физических изменений, которые происходят как в самой плитке, так и в глазури (в случае глазурованной плитки). Обжиг производится в печах непрерывного действия, которые представляют собой туннель, по которому плитка перемещается на специальных транспортерах, подвергаясь при этом сначала предварительному нагреву, а затем, нагреваясь до температуры обжига, которая в зависимости от типа изделия может быть от 900 до 1250°С и более.

Ацкая жара

И опять накопитель.

После выхода керамической плитки из печи, она поступает в специальные накопители для готовой продукции. В одном накопителе находится плитка одного формата и одной серии. Автоматизированная система позволила применять специальную технику «роботы-транспортеры» для перевозки накопителей. В нужное время роботы перевозят накопители к конвейерной ленте для сортировки.

Кореш терминатора

Сортировка
Для контроля качества на линии сортировки установлены дефектоскопы, для проверки геометрических показателей керамической плитки. Скорость конвейера – 2 плитки в секунду

Упаковка
Процесс упаковки максимально автоматизирован, специальный робот упаковщик, по сигналу системы, упаковывает керамическую плитку в нужные коробки, разделяя на первый сорт и коммерческий сорт. Система распознает сорт, тип, коллекцию плитки и формирует поддоны.

24

Упаковка
После формирования, поддон поступает на упаковку. Специальная упаковочная машина (палетайзер) стягивает поддон лентами и обматывает пленкой.

26

Далее склад, либо Линия «3-го обжига», Станций покраски позволяют наносить несколько цветов на плитку, создавая неповторимы рисунок и рельеф, за один проход по линии. Красящие пигменты последовательно наносятся на поверхность ранее обожженной плитки, т.е. для производства декоративных элементов используется готовая «базовая» плитка. Далее в небольшой печи, по действием температуры расплавляется глазурь и проявляется уникальный рисунок.

Все дизайны будущих декоративных элементов разрабатываются индивидуально, с учетом специфики сырья и «базовой» плитки.

А теперь точно на склад и потом к покупателям.
У меня все

Источник: www.yaplakal.com/
Портал БАШНЯ. Копирование, Перепечатка возможна при указании активной ссылки на данную страницу.