Жизнь — интересная!
Подписывайтесь на нашу группу в Telegram и Facebook, чтобы быть в сообществе единомышленников, находить вдохновение и не пропускать свежие и удивительные статьи с bashny.net.
1869
0.5
2015-07-05
Как делают карандаши из сибирского кедра
На сегодняшний день «Сибирская карандашная фабрика» — единственный на территории бывшего Советского Союза производитель карандашей и карандашной дощечки из сибирского кедра, древесина которого применяется для производства карандашей высшей ценовой категории.
Как же производят карандаши, знакомые нам с самого детства?

Производство карандашей начинается с лесной биржи, где складируется заготовленный кедр. Сейчас здесь находится больше трех тысяч кубов дерева. Областные власти очень помогли фабрике в обеспечении материалом и в этом году здесь планируют произвести около 85 миллионов карандашей.

— Древесина, которую мы закупаем, поступает к нам не в результате варварской рубки, – говорит Анатолий Лунин, директор фабрики. – В подавляющем большинстве это санитарная рубка перестоявшегося кедра, который уже не дает орех. Кедр растет до 500 лет, но шишки на нем появляются где-то до 250-летнего возраста, после чего он начинает умирать, его поражают различные насекомые. Если срубить его в этот период, быстрее вырастет новый кедр.
До момента распила бревна проходят обязательную подготовку: каждое бревно нужно вымыть, чтобы приставшие куски земли или глины с камнями случайно не повредили пилы. Для этого дерево с лесной биржи помещают и выдерживают в специальном бассейне с теплой водой. Летом его здесь держат недолго, до двадцати минут, но в зимний период бревно находится в бассейне до тех пор, пока не оттает — на это может уходить до трех часов. А через 369 часов или 16,5 суток и 26 различных технологических операций из бревна получатся готовые карандаши.

На лесопилке из бревна делают вот такой брус:

Производство деревянного карандаша чрезвычайно требовательно к качеству материала, в дело идет только чистая прямая древесина. И если для столярных изделий наличие таких дефектов, как, например, сучки, не катастрофично, то карандаш из такого дерева уже не сделать. Поэтому сказать заранее, сколько карандашей получится из одного бруса, очень сложно.
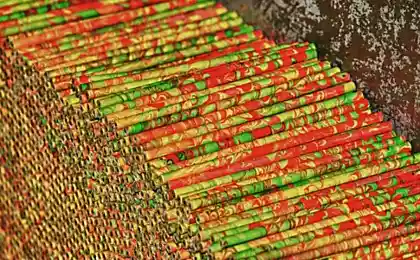
Чтобы уменьшить количество отходов, на предприятии ищут разные способы увеличения глубины переработки древесины. Один из таких способов – расширение ассортимента выпускаемой продукции. Так, из дощечки, которая не годится для производства карандаша, планируют наладить выпуск деревянных пазлов-раскрасок для детей и средств от моли. Что-то идет на производство коротких карандашей, как для магазинов «IKEA», а часть, на производство вот таких деревянных шампуров:

Полученный из бревна брус распиливают на короткие отрезки, каждый из которых затем распускают на десять дощечек. Чтобы все дощечки были одинаковыми, их нужно откалибровать. Для этого их прогоняют через специальный станок. На выходе из него дощечки имеют одинаковый размер и строго перпендикулярные грани.

Затем откалиброванные дощечки помещают в автоклав. По своему внешнему виду он напоминает бочку, к которой подведено множество труб разного диаметра. При помощи этих труб в камере можно создавать вакуум, нагнетать давление и подавать внутрь всевозможные растворы.

В результате этих процессов из дощечки удаляются содержащиеся в ней смолы, и древесина импрегнируется (пропитывается) парафином. На сегодняшний день это не самый простой, но один из самых эффективных способов улучшить важные свойства материала и защитить дерево от вредного воздействия окружающей среды.

«Облагороженные» после обработки в автоклаве карандашные дощечки остается как следует просушить, а затем — отправить непосредственно на карандашное производство. На этом процесс изготовления дощечки можно считать завершенным. Так выглядят дощечки после обработки в автоклаве

— Основной принцип и технология производства с тех пор как в Томске начали делать карандаши, не меняется, — говорит Анатолий Лунин. — Все процессы на нашей фабрике хорошо отлажены. Модернизация оборудования выражается в замене некоторых узлов, или переходе на более экономичные моторы, использование новых фрез. Приходят какие-то новые материалы, мы что-то меняем в приемке и оценке, но сама технология остается неизменной.

Готовая дощечка поступает в цех белого карандаша, где для начала в ней на станке нарезают канавки, куда затем будут уложены стержни (слово «белый» в данном случае означает то, что карандаш на данном этапе еще не окрашен). Дощечки подаются с одной стороны станка, по дороге их поверхность шлифуется для склейки, особой фрезой в ней выпиливаются углубления. На ближнем краю станка дощечки автоматически укладываются в стопку. Толщина отшлифованной дощечки с нарезанными канавками составляет 5 мм, что равно половине толщины будущего карандаша.

На следующем этапе дощечки склеивают попарно между собой, чтобы получился один карандашный блок.

Станок плавно подает первую дощечку и укладывает стержни в ее канавки. Вслед за этим из другого устройства «выезжает» вторая дощечка, уже смазанная водорастворимым клеем, и аккуратно ложится на первую. Получившиеся карандашные блоки зажимают в пневматическом прессе и стягивают струбцинами.

Если дощечку на фабрике изготавливают самостоятельно, то стержень, в основном, закупают в Китае. Там его начали производить по «сухой» технологии, которая не требует обжига в печи при высокой температуре.

Вследствие этого, себестоимость стержня оказалась настолько низкой, что львиная доля производителей карандаша перешла именно на такой стержень.

Чтобы грифель карандаша не ломался внутри корпуса, на фабрике применяют технологию дополнительного проклеивания стержня специальной клеевой системой. После этой операции склеенные блоки выдерживают в специальной сушильной камере несколько часов.

В камере довольно жарко. Горячий воздух нагнетается вентилятором, поддерживая температуру порядка 35-40 градусов. Древесине нужно хорошо просохнуть, чтобы в дальнейшем карандаш за один проход стал гладким и получил нужную геометрию. Карандаш с «простым» грифелем сохнет здесь не менее двух часов, а цветной – не менее четырех. Из-за того, что цветной содержит больше жировых веществ, ему требуется больше времени, чтобы просохнуть.

По прошествии этого времени блоки разбирают, укладывают в тележки с указанием всех дальнейших параметров и отправляют на следующий станок, который разделит их на отдельные карандаши.
Своей формой станок похож на тот, который делает канавки в дощечках, но у него есть и свои особенности. Заготовки помещают в загрузочный бункер.

Они проходят по транспортным узлам, торцуются, отпиливаются и на выходе получается привычный деревянный карандаш, только еще не окрашенный.

Двойная фреза, которая разделяет блоки, задает и форму будущего карандаша, причем делается это все за один проход. Именно от типа профиля режущей фрезы зависит то, каким будет карандаш – шестигранным или круглым.
Совсем недавно на фабрике освоили производство трехгранного карандаша. Оказалось, что спрос на такую форму растет. Покупателей привлекает эргономичность и естественность расположения пальцев на гранях, что, безусловно, облегчает обучение письму детей.

Рядом со станком стоит рабочий стол сортировщицы. Ее задача — перебрать сделанные карандаши, отобрать «годные» и отделить дефектные. К дефектам относятся сколы стержня на торце, шероховатости, ожоги древесины и тому подобное. Над столом висит памятка с нормами по браку. В каждый стоящий на столе лоток помещается 1440 карандашей.


Отсортированные карандаши на специальном лифте поднимаются на следующий этаж, где их будут красить.

Краску закупают в сухом виде и разводят до нужной густоты в лаборатории красок. Сама покраска происходит достаточно быстро.

Устройство непрерывно выталкивает окрашенные карандаши на конвейер. Длина и скорость движения транспортерной ленты рассчитаны таким образом, чтобы карандаш высыхал, пока движется на ней.

Доезжая до противоположного конца конвейера, карандаши попадают в один из трех приемников, откуда они отправляются обратно на следующее покрытие.



В среднем каждый карандаш покрывается тремя слоями краски и двумя слоями лака — здесь все зависит от желания заказчика. Покрасить карандаш можно тоже практически в любой цвет. Фабрика выпускает наборы из шести, двенадцати, восемнадцати и двадцати четырех цветов. Некоторые карандаши покрывают только лаком.
После покраски, карандаши отправляют в цех финишной отделки. В этом месте они приобретают тот окончательный вид, в котором дойдут до потребителя. На карандаши наносят штамп, надевают ластик и затачивают.
Способов нанесения штампов довольно много, но на «Сибирской карандашной фабрике» это делают с помощью фольги разных цветов. Такой метод называется термостатированием. Рабочая часть станка нагревается, и штамп через фольгу переносится на карандаш — так он не будет облезать и марать руки. Сам штамп может быть любым, его специально заказывают у гравировщика. В зависимости от сложности, на его изготовление уходит около пяти дней.


На часть карандашей, если это необходимо, надевают ластик.

Последняя операция – это заточка. Затачиваются карандаши на шлифовальной шкурке, надетой на барабан и движущейся с большой скоростью. Это происходит очень быстро, буквально за считанные секунды.



Кроме заточки станок можно настроить на выполнение вальцовки – обработки обратной торцевой части карандаша под небольшим наклоном. Теперь карандаши готовы к упаковке, их отправляют в следующее помещение. Там карандаши собирают в набор, складывают в коробку и направляют потребителю.

Упаковку под нужное количество карандашей печатают в Новосибирске. Она поступает в плоском виде, поэтому сначала ей придают объем. Потом через комплектовочные станки необходимое количество карандашей раскладывают в заданной цветовой гамме. Специальный станок позволяет собирать набор из двенадцати цветов. В конце карандаши раскладывают по коробочкам.




На вопрос, не планирует ли фабрика, по примеру китайских предприятий, перейти на производство карандаша из более дешевых пород дерева или пластмассы Анатолий Лунин признается:
— Я подумывал попробовать сделать экономичный карандаш из низкосортной осины, но это другая технология, и пускай уж китайцы этим занимаются. Меня больше интересует тема увеличения полезного выхода за счет повышения качества переработки древесины. А с точки зрения экологии, производить что-либо лучше из возобновляемого сырья. Пластмассовый карандаш никогда не сгниет, а деревянный за несколько лет полностью разложится.
Остается только пожелать, чтобы в век глобальной компьютеризации нашлось место простому деревянному карандашу.
--img40--
Источник: obzor.westsib.ru
Как же производят карандаши, знакомые нам с самого детства?

Производство карандашей начинается с лесной биржи, где складируется заготовленный кедр. Сейчас здесь находится больше трех тысяч кубов дерева. Областные власти очень помогли фабрике в обеспечении материалом и в этом году здесь планируют произвести около 85 миллионов карандашей.

— Древесина, которую мы закупаем, поступает к нам не в результате варварской рубки, – говорит Анатолий Лунин, директор фабрики. – В подавляющем большинстве это санитарная рубка перестоявшегося кедра, который уже не дает орех. Кедр растет до 500 лет, но шишки на нем появляются где-то до 250-летнего возраста, после чего он начинает умирать, его поражают различные насекомые. Если срубить его в этот период, быстрее вырастет новый кедр.
До момента распила бревна проходят обязательную подготовку: каждое бревно нужно вымыть, чтобы приставшие куски земли или глины с камнями случайно не повредили пилы. Для этого дерево с лесной биржи помещают и выдерживают в специальном бассейне с теплой водой. Летом его здесь держат недолго, до двадцати минут, но в зимний период бревно находится в бассейне до тех пор, пока не оттает — на это может уходить до трех часов. А через 369 часов или 16,5 суток и 26 различных технологических операций из бревна получатся готовые карандаши.

На лесопилке из бревна делают вот такой брус:

Производство деревянного карандаша чрезвычайно требовательно к качеству материала, в дело идет только чистая прямая древесина. И если для столярных изделий наличие таких дефектов, как, например, сучки, не катастрофично, то карандаш из такого дерева уже не сделать. Поэтому сказать заранее, сколько карандашей получится из одного бруса, очень сложно.
Чтобы уменьшить количество отходов, на предприятии ищут разные способы увеличения глубины переработки древесины. Один из таких способов – расширение ассортимента выпускаемой продукции. Так, из дощечки, которая не годится для производства карандаша, планируют наладить выпуск деревянных пазлов-раскрасок для детей и средств от моли. Что-то идет на производство коротких карандашей, как для магазинов «IKEA», а часть, на производство вот таких деревянных шампуров:

Полученный из бревна брус распиливают на короткие отрезки, каждый из которых затем распускают на десять дощечек. Чтобы все дощечки были одинаковыми, их нужно откалибровать. Для этого их прогоняют через специальный станок. На выходе из него дощечки имеют одинаковый размер и строго перпендикулярные грани.

Затем откалиброванные дощечки помещают в автоклав. По своему внешнему виду он напоминает бочку, к которой подведено множество труб разного диаметра. При помощи этих труб в камере можно создавать вакуум, нагнетать давление и подавать внутрь всевозможные растворы.

В результате этих процессов из дощечки удаляются содержащиеся в ней смолы, и древесина импрегнируется (пропитывается) парафином. На сегодняшний день это не самый простой, но один из самых эффективных способов улучшить важные свойства материала и защитить дерево от вредного воздействия окружающей среды.

«Облагороженные» после обработки в автоклаве карандашные дощечки остается как следует просушить, а затем — отправить непосредственно на карандашное производство. На этом процесс изготовления дощечки можно считать завершенным. Так выглядят дощечки после обработки в автоклаве

— Основной принцип и технология производства с тех пор как в Томске начали делать карандаши, не меняется, — говорит Анатолий Лунин. — Все процессы на нашей фабрике хорошо отлажены. Модернизация оборудования выражается в замене некоторых узлов, или переходе на более экономичные моторы, использование новых фрез. Приходят какие-то новые материалы, мы что-то меняем в приемке и оценке, но сама технология остается неизменной.

Готовая дощечка поступает в цех белого карандаша, где для начала в ней на станке нарезают канавки, куда затем будут уложены стержни (слово «белый» в данном случае означает то, что карандаш на данном этапе еще не окрашен). Дощечки подаются с одной стороны станка, по дороге их поверхность шлифуется для склейки, особой фрезой в ней выпиливаются углубления. На ближнем краю станка дощечки автоматически укладываются в стопку. Толщина отшлифованной дощечки с нарезанными канавками составляет 5 мм, что равно половине толщины будущего карандаша.

На следующем этапе дощечки склеивают попарно между собой, чтобы получился один карандашный блок.

Станок плавно подает первую дощечку и укладывает стержни в ее канавки. Вслед за этим из другого устройства «выезжает» вторая дощечка, уже смазанная водорастворимым клеем, и аккуратно ложится на первую. Получившиеся карандашные блоки зажимают в пневматическом прессе и стягивают струбцинами.

Если дощечку на фабрике изготавливают самостоятельно, то стержень, в основном, закупают в Китае. Там его начали производить по «сухой» технологии, которая не требует обжига в печи при высокой температуре.

Вследствие этого, себестоимость стержня оказалась настолько низкой, что львиная доля производителей карандаша перешла именно на такой стержень.

Чтобы грифель карандаша не ломался внутри корпуса, на фабрике применяют технологию дополнительного проклеивания стержня специальной клеевой системой. После этой операции склеенные блоки выдерживают в специальной сушильной камере несколько часов.

В камере довольно жарко. Горячий воздух нагнетается вентилятором, поддерживая температуру порядка 35-40 градусов. Древесине нужно хорошо просохнуть, чтобы в дальнейшем карандаш за один проход стал гладким и получил нужную геометрию. Карандаш с «простым» грифелем сохнет здесь не менее двух часов, а цветной – не менее четырех. Из-за того, что цветной содержит больше жировых веществ, ему требуется больше времени, чтобы просохнуть.

По прошествии этого времени блоки разбирают, укладывают в тележки с указанием всех дальнейших параметров и отправляют на следующий станок, который разделит их на отдельные карандаши.
Своей формой станок похож на тот, который делает канавки в дощечках, но у него есть и свои особенности. Заготовки помещают в загрузочный бункер.

Они проходят по транспортным узлам, торцуются, отпиливаются и на выходе получается привычный деревянный карандаш, только еще не окрашенный.

Двойная фреза, которая разделяет блоки, задает и форму будущего карандаша, причем делается это все за один проход. Именно от типа профиля режущей фрезы зависит то, каким будет карандаш – шестигранным или круглым.
Совсем недавно на фабрике освоили производство трехгранного карандаша. Оказалось, что спрос на такую форму растет. Покупателей привлекает эргономичность и естественность расположения пальцев на гранях, что, безусловно, облегчает обучение письму детей.

Рядом со станком стоит рабочий стол сортировщицы. Ее задача — перебрать сделанные карандаши, отобрать «годные» и отделить дефектные. К дефектам относятся сколы стержня на торце, шероховатости, ожоги древесины и тому подобное. Над столом висит памятка с нормами по браку. В каждый стоящий на столе лоток помещается 1440 карандашей.


Отсортированные карандаши на специальном лифте поднимаются на следующий этаж, где их будут красить.

Краску закупают в сухом виде и разводят до нужной густоты в лаборатории красок. Сама покраска происходит достаточно быстро.

Устройство непрерывно выталкивает окрашенные карандаши на конвейер. Длина и скорость движения транспортерной ленты рассчитаны таким образом, чтобы карандаш высыхал, пока движется на ней.

Доезжая до противоположного конца конвейера, карандаши попадают в один из трех приемников, откуда они отправляются обратно на следующее покрытие.



В среднем каждый карандаш покрывается тремя слоями краски и двумя слоями лака — здесь все зависит от желания заказчика. Покрасить карандаш можно тоже практически в любой цвет. Фабрика выпускает наборы из шести, двенадцати, восемнадцати и двадцати четырех цветов. Некоторые карандаши покрывают только лаком.
После покраски, карандаши отправляют в цех финишной отделки. В этом месте они приобретают тот окончательный вид, в котором дойдут до потребителя. На карандаши наносят штамп, надевают ластик и затачивают.
Способов нанесения штампов довольно много, но на «Сибирской карандашной фабрике» это делают с помощью фольги разных цветов. Такой метод называется термостатированием. Рабочая часть станка нагревается, и штамп через фольгу переносится на карандаш — так он не будет облезать и марать руки. Сам штамп может быть любым, его специально заказывают у гравировщика. В зависимости от сложности, на его изготовление уходит около пяти дней.


На часть карандашей, если это необходимо, надевают ластик.

Последняя операция – это заточка. Затачиваются карандаши на шлифовальной шкурке, надетой на барабан и движущейся с большой скоростью. Это происходит очень быстро, буквально за считанные секунды.



Кроме заточки станок можно настроить на выполнение вальцовки – обработки обратной торцевой части карандаша под небольшим наклоном. Теперь карандаши готовы к упаковке, их отправляют в следующее помещение. Там карандаши собирают в набор, складывают в коробку и направляют потребителю.

Упаковку под нужное количество карандашей печатают в Новосибирске. Она поступает в плоском виде, поэтому сначала ей придают объем. Потом через комплектовочные станки необходимое количество карандашей раскладывают в заданной цветовой гамме. Специальный станок позволяет собирать набор из двенадцати цветов. В конце карандаши раскладывают по коробочкам.




На вопрос, не планирует ли фабрика, по примеру китайских предприятий, перейти на производство карандаша из более дешевых пород дерева или пластмассы Анатолий Лунин признается:
— Я подумывал попробовать сделать экономичный карандаш из низкосортной осины, но это другая технология, и пускай уж китайцы этим занимаются. Меня больше интересует тема увеличения полезного выхода за счет повышения качества переработки древесины. А с точки зрения экологии, производить что-либо лучше из возобновляемого сырья. Пластмассовый карандаш никогда не сгниет, а деревянный за несколько лет полностью разложится.
Остается только пожелать, чтобы в век глобальной компьютеризации нашлось место простому деревянному карандашу.
--img40--
Источник: obzor.westsib.ru
Портал БАШНЯ. Копирование, Перепечатка возможна при указании активной ссылки на данную страницу.

































Очаровательные картинки Gif от Графонаута
Херлуф Бидструп - датский карикатурист середины прошлого века