Жизнь — интересная!
Подписывайтесь на нашу группу в Telegram и Facebook, чтобы быть в сообществе единомышленников, находить вдохновение и не пропускать свежие и удивительные статьи с bashny.net.
1102
0.3
2015-06-05
Всё пучком

Этим постом я продолжаю тему использования явления взрывной электронной эмиссии, о которой я недавно рассказывал в своей статье "В сердце катодного пятна". На очереди интересная технология и оборудование по генерации сильноточных низкоэнергетических электронных пучков (НСЭП) в протяженном плазменном канале. Эта технология позволят получать поверхностные сплавы, обладающие рядом уникальных характеристик. О практических применениях данной технологии, перспективах её развития и необычных сферах использования мы поговорим в этой статье.
Как это работает?
Для генерации электронного пучка необходимо использовать вакуумную камеру, в которой установлены катоды отражательного разряда (K1, K2) и плазменный анод (A). Расстояние между катодами 20-50 см. Процесс происходит в магнитном поле. Для возникновения плазмы в разрядном промежутке должен быть инертный газ при низком давлении. Можно использовать различные газы, но чаще используется недорогой аргон.
Давления не велики — тысячные доли миллиметра ртутного столба для обеспечения максимальной "идеальности" газа. При этом длина свободного пробега молекул газа как минимум на порядок больше размера разрядной ячейки и составляет порядка десятка метров.
Теперь чтобы зажечь отражательный разряд, необходимо заземлить катоды K1, K2 и от импульсного источника питания (ИП) подать импульс положительного напряжения на анод. Также не забудем включить магнитное поле. Схема теперь будет выглядеть примерно так, как показано на рисунке.

Предположим, что между катодом К1 и анодом А возник свободный электрон. Движению электрона к аноду мешает сильное магнитное поле, которое как-бы закручивает его в разрядной ячейке. Электрон начинает осциллировать между катодами, вызывая ионизацию молекул газа. Возникают дополнительные электроны, которые в свою очередь подхватывают и усиливают процесс ионизации, который начинает быть лавинным. Пространство между катодами заполняется плазмой, на их поверхностях возникают катодные пятна и разряд переходит в сильноточную (дуговую) стадию.
Такой разряд называется отражательным, так как возникает он из-за многократного отражения электронов от катодов К1 и К2 как в пинг-понге. Физика отражательного разряда хорошо изучена. Иногда такой разряд называют разрядом Пенинга.
Генерация пучка
Итак, мы научились стабильно создавать плазменный столб внутри вакуумной камеры. Разряд будет существовать до тех пор, пока подано питающее напряжение. Но это уже не так интересно. Попытаемся сгенерировать мощный электронный пучок. Для этого разрядим предварительно заряженный до 30-50 кВ конденсатор на один из катодов разрядной ячейки.
От мощного источника постоянного напряжения заряжаем высоковольтный конденсатор. Цепь зарядки обеспечивает катушка индуктивности. Это очень важный элемент схемы! Катушка индуктивности обеспечивает всю работу схемы. На постоянном токе в момент зарядки конденсатора её сопротивление мало (36 Ом), а в момент разрядки конденсатора возникает мощный импульс длительностью всего несколько микросекунд. Сопротивление катушки резко увеличивается и вся энергия, запасенная в конденсаторе, направляется на катод K1. Запуск схемы осуществляется срабатыванием разрядника S, который поджигается коротким управляющий импульсом отрицательной полярности в 4 кВ. Энергия от конденсатора передается по согласованной линии связи TL, которая выполнена из шести параллельных отрезков кабеля РК-50-9 определенной длины, чтобы четко согласовать нагрузку. Все узлы сильноточной электроники серьёзные. К примеру, конденсатор весит более 100 кг.
Что происходит в момент подачи высокого напряжения? На катоде возникает область повышенного отрицательного заряда, которая примыкает к границе плазмы отражательного разряда. Возникает, так называемый, двойной слой. Эта область является ускоряющей для электронов, которые интенсивно эмитируются с катодных пятен.

Электроны получают дополнительное мощное ускорение. Начинается формирование электронного пучка. Магнитное поле продолжает играть важную роль, не позволяя схлопываться пучку в «шнур». Это обеспечивает большую апертуру пучка, а как следствие — приличную площадь обрабатываемой детали до 70 см2. Длительность импульса составляет 3-5 мкс, энергия электронов 35-50 кэВ. Пучок распространяется в анодной плазме против магнитного поля и достигает второго электрода (K2), который уже в данном случае называется «коллектор». Именно здесь мы устанавливаем любую металлическую деталь, которая будет подвергнута обработке. Установка работает непрерывно, с частотой до 0.5 Гц. Частота определяется мощностью источника питания высоковольтного конденсатора и производительностью вакуумного оборудования. Вся установка «завернута» в серьезную систему автоматизации и управляется одним оператором. Для работы установки написано специализированное программное обеспечение. На этом вводную часть будем считать достаточной. Лучше подробнее поговорить о практическом применении этой технологии.
Что происходит с поверхностью металлических деталей?
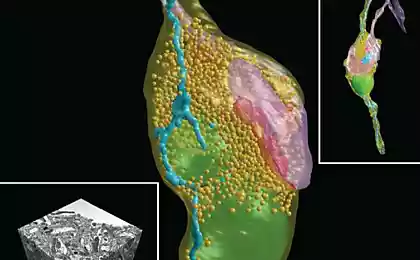
Электронный пучок оплавляет тонкий слой поверхности, создавая на короткое время (миллионные доли секунды) жидкий расплавленный слой металла.
Происходит как мгновенный разогрев металла, так и быстрое его охлаждение, которое формирует новую структуру на поверхности металла. Происходит закалка поверхности, растворение различных примесей, формирование упорядоченной структуры поверхностного сплава. При этом можно в широких пределах регулировать характеристики пучка, создавая необходимую структуру будущей поверхности (на рисунке — а — до обработки, b — после).
Применение технологии
Технология находит широкое применение для увеличения электрической прочности вакуумной изоляции. Это находит применение для производства разрядников, элементов и узлов СВЧ электроники, замедляющих структур, вакуумных выключателей и т.д. С одной стороны, эффект достигается за счет чистки поверхности от различных примесей и включений, а с другой — осуществляется полировка поверхности электродов.
Безусловно, одним из важнейших направлений использования данной технологии является модификация металлов и сплавов для получения уникальных эксплуатационных характеристик. Можно обрабатывать специализированные резцы, сверла, сопла, лопатки реактивных двигателей и многое другое. Ресурс обработанных деталей может быть увеличен в десятки, а иногда и в сотни раз. Пучком можно обрабатывать детали самых сложных форм.

Очень интересное применение технологии заключается в обработки пресс-форм. Поверхность пресс-формы обрабатывается пучком с целью модификации поверхности, которая продлевает ресурс пресс-форм в (иногда в несколько раз!) или позволяет изготовить пресс-форму из более дешевого материала.

Особенно это актуально для пресс-форм, работающих с агрессивными материалами или при повышенных температурах, к примеру, в производстве изделий из стекла. Детали пресс-форм меньше подвергаются «усталости» металла, а также облегчается процесс размыкания пресс-формы.

Новое направление, которое дает дополнительные возможности для данной технологии — создания сложных поверхностных сплавов, получение которых любыми другими методами невозможно. Для этого в установку для генерации пучка встроены магнетроны для напыления различных металлов. Данный подход позволяет формировать наноструктурные поверхности, обладающие уникальными характеристиками. Это стойкость к агрессивным средам, высочайшая прочность при сохранении пластичности и многое другое. При этом обработка происходит за один цикл без дополнительного развакуумирования (магнетроны на рисунке показаны справа).

Технология позволяет формировать уникальные поверхностные сплавы, обладающие дезинфекционными свойствами. Это подметили японцы и выпускают мужские бритвы, лезвия которых обработаны по данной технологии. Также обрабатываются заготовки для зубных коронок, медицинские инструменты и многое другое. Применений технологии много!

В большинстве случаев покупатели подобного оборудования являются иностранцы. Это компании из Японии, Китая, США и Европейских стран. Российские специалисты, к сожалению, лишь только присматриваются к подобным технологиям.
Я побывал в гостях у ребят, которые делают и продвигают эту технологию. Небольшое видео (5 минут).
Монета после обработкиОбработана только лицевая сторона монеты («решка»). Обработка в самом мягком режиме, так как российские монеты с тонким покрытием.

Я не даю прямые ссылки, чтобы не нарушать правила Сайта, но мне хочется помочь ребятам в их интересном проекте, поэтому если возникли вопросы или заинтересованность в практических применениях технологии — пишите в личку или на asmtomsk@gmail.com
Всем хорошего дня!
Источник: geektimes.ru/post/250492/
Портал БАШНЯ. Копирование, Перепечатка возможна при указании активной ссылки на данную страницу.





























{kind=link}
Синдром одиночки.....
Открыт ранний предзаказ на Steam Controller, Steam Link и нектороые виды Steam Machines