2091
注塑成型有机硅 - 提供小规模生产在家里
许多人谁打印的3D打印机,或者面临着需要得到在短期内党的车型,或复制成功接收的项目或比价与强度特性优于塑料家用3D打印产品。
3D打印机并不总是能够执行这样的任务,但非常适合建立一个单一的样品,或主模型。然后我们来通过Smooth-on公司生产的材料的帮助下,冷固化材料可能是最流行的制造商。

在这次审查中,我们将比较最基本和最流行的有机硅,聚氨酯和补充于此,简单介绍一下主要的方式来创建形式和产品,想想它可以用,最后,创建一个硅胶模具和模型。
在写这篇文章,我们通过从授权经销商光滑,在俄罗斯,了解铸造硅的所有复杂为期三天的培训。
进行审查的程序 B>
采用铸造创造产品的过程几乎总是相同的:建立一个模型,它可以帮助创建一个硅胶模,倒进去,我们拿到的产品的材料。但根据该模型,所要求的特性,铸件的数量,每一步可以显着改变。有几种方法来创建一个形式,和成品。
有关的模型制成的几句话,打印3D打印机。 Smooth-on公司公司将注意力转向这一技术,并且已经发布了一个特殊的漆称为XTC-3D。它完美平滑的印刷缺陷可见图层,一定要切换到硅胶模具的特征模式,并给出了表面光滑亮泽的外观。
XTC 3D的详细审查,你可以阅读这里。
创作形式的方法 B>
•纯色
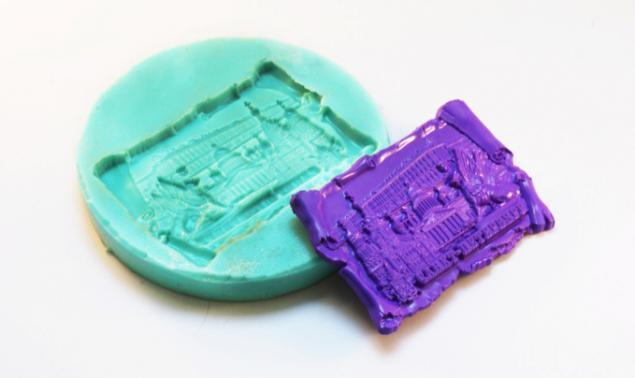
最简单的方法:该模型被放置在模板(从通常有机玻璃,塑料或其它材料的特殊气密容器),它是固定的,填充有硅树脂。非常适合一个简单的二维模型,浮雕,纪念品和品牌产品。
•浮动形式

类似于前一个,仅将模型放置,铭记的形式被切断全部或部分,以方便拆卸。该模型可以通过导线或悬浮放置在薄的支持。该方法被设计用于更复杂的几何形状,技术制品,复杂的形状。
•双形式

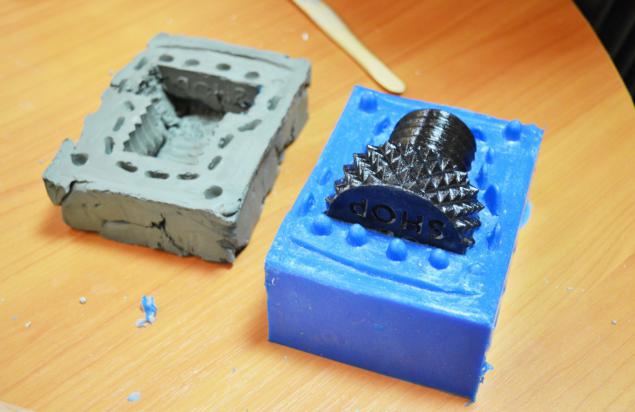
这是最复杂的过程之一。它是把模型上的粘土或橡皮框架,把硅胶模一半。
基于置于特殊的锁,这将提供两种形式的精确对准和没有位移。绕来绕去的基础模板,用密封胶热或粘土,它填补了第一个表单的一半。然后,在固化的有机硅形式接通,粘土或橡皮擦拭,硅酮涂覆有释放剂,并填充在模具的第二半。
•法“利差»

此方法创建一个所谓的“套”形式时硅精确地跟随所述对象的形状,并具有厚度为3毫米到几个厘米。创建于利差的需求足够粘稠硅油,这不会从模型中流出的一种形式“。
您可以使用专为这种所谓的有机硅触变,和传统,但修饰增稠剂。
硅应用于用刷子或镘刀在多个层,其中交替的力量和速度凝固形式是最详细和最强大的。一旦所有的层都与创建一个艰难的外壳,将举行形状的特殊成分的帮助下编制。
通过铸造塑料 B>

最简单的方法是,以填补通常在塑料造型很适合家庭使用,并允许你实现可接受的质量。但是,如果必要的话,效果会更好,你可以使用高压,这将几乎完全去除气泡。
对于这种形式,连同淹没塑料放置在一个腔室在其中创建一个增加到4个大气压的压力。所述形式必须保持在腔室的所有时间固化型聚氨酯。在此压力下,气泡被减少到几乎看不见眼大小,大大提高了产品的质量。
另一种方法,即所谓的启动“磨合”,用于创建空心体。的形式是填充有少量的塑料,约10%的总体积填充孔是封闭的,并且开始的所有形式的平面,手动或旋转机器上的旋转。这变硬的墙壁上的塑料模具,创造一个中空的模型,可以显著减少产品的重量和节省材料。
查看有机硅 B>

•模具星系列15,16,30
有机硅,用于创建基于铂金的形式。固化在室温下形成固体,灵活和非常详细的形式。用于模制有机硅,聚氨酯树脂,聚酯,蜡等材料。化学敏感,并且无法与胶乳,和一些其它硫化合物一起工作。
最基本,最根本的有机硅,可以解决大部分问题。在标题中的数字反映肖氏A的硬度,具有低粘度,这在大多数情况下无需脱气设备工作。材料的两个组成部分中的1方便的混合比例:1(体积)。基本上,旨在创建表单由实心填充。
•反弹25系列,40
一系列硅氧烷创建表单由“中的差”,这将被用刷子或抹刀硅酮模型的表面上的应用。它具有较高的粘度,以修改使用增稠剂和加速器为创造高品质的多层形式的属性的可能性。的双组分混合的比例1:1体积
•春分系列35,38,40
硅氧烷贴带寿命1,4和30分钟。专为手动混合,厚厚的面团的一致性。附图对应于硬度肖氏A,具有相当高的拉伸强度和耐久性。在固化状态是安全的馅巧克力,焦糖等成分。
•SortaClear系列18,37,40
一系列半透明硅胶的。此功能是光学透明用来创建复杂的形状拆分 - 该产品是完全可见,让你做一个精确的切割。由于很多春分,它是安全的与食品接触。
也硅氧烷,存在具有各种效果许多补充剂。加速-T和开发平台 - 猫是固化促进剂,SLO-JO - 增加了有机硅的一生,一世,扰害增加了有机硅的粘度,并允许他的刷子或镘型号,SILC猪的传播 - 集中颜料着色
评论聚氨酯 B>
•平滑系列铸
最基本和最流行的系列聚氨酯创造的最终产品。该系列包括10余种不同的塑料具有不同的属性,使材料选择为您的项目。例如,滑铸300 的具有短的寿命在3分钟和固化时间10分钟,让您迅速发挥零部件大批量。平滑铸305类似于前面一个,但“生活”,7分钟,这允许脱气混合的组分和得到更优质的产品。 ONYX 有着深黑的颜色,这是不是由染料来实现,的 65D ROTO 的设计使用的方法“磨合”325是必不可少的精确创建中空模型色彩还原, 385 治愈几乎没有收缩,尽可能准确复制的产品。
•系列任务
一系列聚氨酯用于特殊应用。设计用于工业应用,并具有针对特定任务的特定属性。
为方便起见,我们已经形成了应用领域一个特殊的过滤器:
•食品:
平滑-SIL 940系列八九不离十清除,春分系列,任务11.
•建筑,浇筑混凝土等研磨材料:
系列VytaFlex,系列刷上,一系列EZ-喷雾,一系列PMC的。
•医疗:模拟组织和器官的
一系列的龙皮,添加剂懒鬼,Ecoflex树脂0030,Ecoflex树脂胶,双体。
•原型:
几乎任何聚氨酯和有机硅,这取决于目标和要求。系列模具最大,模具星,光滑,铸造,任务。
•特效和化妆:
皮肤泰特,双体,龙皮肤,Alja皆宜,Ecoflex树脂,索玛Foama,橡胶玻璃,Encapso K.
应当指出的是,这种划分仍然悬浮并给予大约一个广泛的可能性,介绍公司平滑 - 亮。
进行审查的程序 B>
我们将只使用的材料和可在家庭应用设备。我们试图创造最复杂的双重形式制造。
我们需要:
•白金硅胶模具之星30
•浇注聚氨酯光滑投300
•对3D模型XTC-3D
美甲 •包装PVC手套
•几个一次性塑料杯
•搅拌碗
•衬布枪
•材料的模板(塑料板)
•雕塑粘土
•多个油漆刷
在主模型的作用将会使模型试验螺栓的打印机中相当流行。我们在黑色塑料中国人民解放军毕加索的3D设计与100微米的层厚打印。我们为了说明摇头丸3D的效果,因为不是每个三维打印机可以具有50微米的质量打印这样做就目的。

下一步 - 治疗铸模型没有接管层次感打印对象。处理螺栓清漆XTC-3D(阅读更多关于这个过程可以在这里找到 ),然后将兽皮光滑的磨砂表面。

现在的模型准备好填充硅酮。我们把它放在一个粘土地基,通过它,我们创建了两个部分模具硅胶。

模型应浸渍在粘土正好一半,所以开始粘土的取向的过程。边缘应尽可能平滑和完全符合该模型依赖于硅氧烷半部的分离的质量。除去多余的粘土和总结塑料模板的典范。

塑料所有关节处理衬布枪并关闭模板彻底治疗粘土地基,做凹槽锁。

一切准备就绪铸造硅。由于双组分硅氧烷和聚氨酯倾向于在每次使用前分离成馏分,它们必须被彻底地在槽内混合。
搅拌后丈量两种组分的等量体积并开始混合。




对于这个品牌的有机硅放气在真空室中是可选的,它是非常方便的:消除泡沫的产生,它可以破坏我们的形式。硅氧烷慢慢倒入模具中,向它的最低点。

离开变硬。凝结时间为品牌硅氧烷为6小时。此时间之后,释放从模板的模型。

然后取出油泥模型被小心地从它的残留物,油脂有机硅离型剂清洗。在缺席聆讯下,你可以使用一个普通的凡士林,但质量稍差。
随后,我们重复这个过程,填补了模具硅胶下半年。

另外6小时后硅胶模具已准备就绪。随着刀片整齐切断半,取出的细节,并评估我们所拥有。
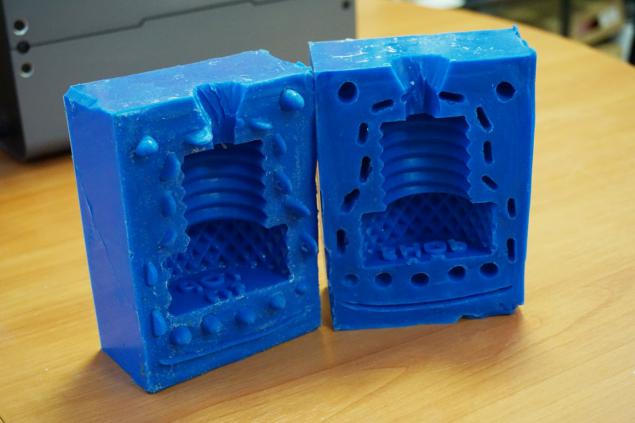
清晰可见的锁,躺在粘土为主,良好的细节,尽管分界线沿着一个相当困难的地方跑,像凹痕信件的事实。
其实,对于这种模式不创建表单的最好方式。但是,大家都急于想测试这个方法,知难而进。
所以,一切都准备好浇注聚氨酯。连接模具使用模板元素的刚性,采用固定橡皮筋,胶带或其他手段,并进行聚氨酯的制备了两半。
这两个组件是由摇动他们5-10分钟充分混合。在那之后,我们给出了一个有点受不了出来形成的气泡。一切以同样的方式与硅:等量体积计量和混合。然后,我们必须迅速采取行动:聚氨酯的寿命仅3分钟,开始时间尽快去为你混合使用这两种成分在一起。那么是什么阻止很快,但仔细,以免造成不必要的气泡,并立即倒入模具。
之后约3分钟,这取决于材料的量会发生快速固化胶,和10分钟后的产品准备收割。
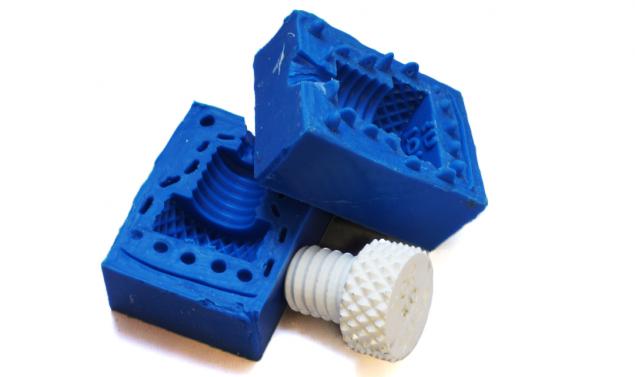
该模型已准备就绪。原来的一切转让细节。
结论 B>
应当指出的是,一个真正的巨大机会使用材料平滑 - 在提供与3D-印刷一起使用。
现在,你可以得到大量的材料,产品具有非常不同的特性,但不局限于传统的解放军和ABS。也可将限量生产:只打印一份,并妥善处理,你可以在一段相当短的时间内创造在家副本所需数量。为了达到可接受的结果不一定是使用昂贵的设备。
如果你需要的小规模生产的服务,顶级3D店提供。

资料来源:<一href="http://geektimes.ru/company/top3dshop/blog/251780/">geektimes.ru/company/top3dshop/blog/251780/
3D打印机并不总是能够执行这样的任务,但非常适合建立一个单一的样品,或主模型。然后我们来通过Smooth-on公司生产的材料的帮助下,冷固化材料可能是最流行的制造商。

在这次审查中,我们将比较最基本和最流行的有机硅,聚氨酯和补充于此,简单介绍一下主要的方式来创建形式和产品,想想它可以用,最后,创建一个硅胶模具和模型。
在写这篇文章,我们通过从授权经销商光滑,在俄罗斯,了解铸造硅的所有复杂为期三天的培训。
进行审查的程序 B>
采用铸造创造产品的过程几乎总是相同的:建立一个模型,它可以帮助创建一个硅胶模,倒进去,我们拿到的产品的材料。但根据该模型,所要求的特性,铸件的数量,每一步可以显着改变。有几种方法来创建一个形式,和成品。
有关的模型制成的几句话,打印3D打印机。 Smooth-on公司公司将注意力转向这一技术,并且已经发布了一个特殊的漆称为XTC-3D。它完美平滑的印刷缺陷可见图层,一定要切换到硅胶模具的特征模式,并给出了表面光滑亮泽的外观。
XTC 3D的详细审查,你可以阅读这里。
创作形式的方法 B>
•纯色

最简单的方法:该模型被放置在模板(从通常有机玻璃,塑料或其它材料的特殊气密容器),它是固定的,填充有硅树脂。非常适合一个简单的二维模型,浮雕,纪念品和品牌产品。
•浮动形式

类似于前一个,仅将模型放置,铭记的形式被切断全部或部分,以方便拆卸。该模型可以通过导线或悬浮放置在薄的支持。该方法被设计用于更复杂的几何形状,技术制品,复杂的形状。
•双形式

这是最复杂的过程之一。它是把模型上的粘土或橡皮框架,把硅胶模一半。
基于置于特殊的锁,这将提供两种形式的精确对准和没有位移。绕来绕去的基础模板,用密封胶热或粘土,它填补了第一个表单的一半。然后,在固化的有机硅形式接通,粘土或橡皮擦拭,硅酮涂覆有释放剂,并填充在模具的第二半。
•法“利差»

此方法创建一个所谓的“套”形式时硅精确地跟随所述对象的形状,并具有厚度为3毫米到几个厘米。创建于利差的需求足够粘稠硅油,这不会从模型中流出的一种形式“。
您可以使用专为这种所谓的有机硅触变,和传统,但修饰增稠剂。
硅应用于用刷子或镘刀在多个层,其中交替的力量和速度凝固形式是最详细和最强大的。一旦所有的层都与创建一个艰难的外壳,将举行形状的特殊成分的帮助下编制。
通过铸造塑料 B>

最简单的方法是,以填补通常在塑料造型很适合家庭使用,并允许你实现可接受的质量。但是,如果必要的话,效果会更好,你可以使用高压,这将几乎完全去除气泡。
对于这种形式,连同淹没塑料放置在一个腔室在其中创建一个增加到4个大气压的压力。所述形式必须保持在腔室的所有时间固化型聚氨酯。在此压力下,气泡被减少到几乎看不见眼大小,大大提高了产品的质量。
另一种方法,即所谓的启动“磨合”,用于创建空心体。的形式是填充有少量的塑料,约10%的总体积填充孔是封闭的,并且开始的所有形式的平面,手动或旋转机器上的旋转。这变硬的墙壁上的塑料模具,创造一个中空的模型,可以显著减少产品的重量和节省材料。
查看有机硅 B>

•模具星系列15,16,30
有机硅,用于创建基于铂金的形式。固化在室温下形成固体,灵活和非常详细的形式。用于模制有机硅,聚氨酯树脂,聚酯,蜡等材料。化学敏感,并且无法与胶乳,和一些其它硫化合物一起工作。
最基本,最根本的有机硅,可以解决大部分问题。在标题中的数字反映肖氏A的硬度,具有低粘度,这在大多数情况下无需脱气设备工作。材料的两个组成部分中的1方便的混合比例:1(体积)。基本上,旨在创建表单由实心填充。
•反弹25系列,40
一系列硅氧烷创建表单由“中的差”,这将被用刷子或抹刀硅酮模型的表面上的应用。它具有较高的粘度,以修改使用增稠剂和加速器为创造高品质的多层形式的属性的可能性。的双组分混合的比例1:1体积
•春分系列35,38,40
硅氧烷贴带寿命1,4和30分钟。专为手动混合,厚厚的面团的一致性。附图对应于硬度肖氏A,具有相当高的拉伸强度和耐久性。在固化状态是安全的馅巧克力,焦糖等成分。
•SortaClear系列18,37,40
一系列半透明硅胶的。此功能是光学透明用来创建复杂的形状拆分 - 该产品是完全可见,让你做一个精确的切割。由于很多春分,它是安全的与食品接触。
也硅氧烷,存在具有各种效果许多补充剂。加速-T和开发平台 - 猫是固化促进剂,SLO-JO - 增加了有机硅的一生,一世,扰害增加了有机硅的粘度,并允许他的刷子或镘型号,SILC猪的传播 - 集中颜料着色
评论聚氨酯 B>
•平滑系列铸
最基本和最流行的系列聚氨酯创造的最终产品。该系列包括10余种不同的塑料具有不同的属性,使材料选择为您的项目。例如,滑铸300 的具有短的寿命在3分钟和固化时间10分钟,让您迅速发挥零部件大批量。平滑铸305类似于前面一个,但“生活”,7分钟,这允许脱气混合的组分和得到更优质的产品。 ONYX 有着深黑的颜色,这是不是由染料来实现,的 65D ROTO 的设计使用的方法“磨合”325是必不可少的精确创建中空模型色彩还原, 385 治愈几乎没有收缩,尽可能准确复制的产品。
•系列任务
一系列聚氨酯用于特殊应用。设计用于工业应用,并具有针对特定任务的特定属性。
为方便起见,我们已经形成了应用领域一个特殊的过滤器:
•食品:
平滑-SIL 940系列八九不离十清除,春分系列,任务11.
•建筑,浇筑混凝土等研磨材料:
系列VytaFlex,系列刷上,一系列EZ-喷雾,一系列PMC的。
•医疗:模拟组织和器官的
一系列的龙皮,添加剂懒鬼,Ecoflex树脂0030,Ecoflex树脂胶,双体。
•原型:
几乎任何聚氨酯和有机硅,这取决于目标和要求。系列模具最大,模具星,光滑,铸造,任务。
•特效和化妆:
皮肤泰特,双体,龙皮肤,Alja皆宜,Ecoflex树脂,索玛Foama,橡胶玻璃,Encapso K.
应当指出的是,这种划分仍然悬浮并给予大约一个广泛的可能性,介绍公司平滑 - 亮。
进行审查的程序 B>
我们将只使用的材料和可在家庭应用设备。我们试图创造最复杂的双重形式制造。
我们需要:
•白金硅胶模具之星30
•浇注聚氨酯光滑投300
•对3D模型XTC-3D
美甲 •包装PVC手套
•几个一次性塑料杯
•搅拌碗
•衬布枪
•材料的模板(塑料板)
•雕塑粘土
•多个油漆刷
在主模型的作用将会使模型试验螺栓的打印机中相当流行。我们在黑色塑料中国人民解放军毕加索的3D设计与100微米的层厚打印。我们为了说明摇头丸3D的效果,因为不是每个三维打印机可以具有50微米的质量打印这样做就目的。

下一步 - 治疗铸模型没有接管层次感打印对象。处理螺栓清漆XTC-3D(阅读更多关于这个过程可以在这里找到 ),然后将兽皮光滑的磨砂表面。

现在的模型准备好填充硅酮。我们把它放在一个粘土地基,通过它,我们创建了两个部分模具硅胶。

模型应浸渍在粘土正好一半,所以开始粘土的取向的过程。边缘应尽可能平滑和完全符合该模型依赖于硅氧烷半部的分离的质量。除去多余的粘土和总结塑料模板的典范。

塑料所有关节处理衬布枪并关闭模板彻底治疗粘土地基,做凹槽锁。

一切准备就绪铸造硅。由于双组分硅氧烷和聚氨酯倾向于在每次使用前分离成馏分,它们必须被彻底地在槽内混合。
搅拌后丈量两种组分的等量体积并开始混合。




对于这个品牌的有机硅放气在真空室中是可选的,它是非常方便的:消除泡沫的产生,它可以破坏我们的形式。硅氧烷慢慢倒入模具中,向它的最低点。

离开变硬。凝结时间为品牌硅氧烷为6小时。此时间之后,释放从模板的模型。

然后取出油泥模型被小心地从它的残留物,油脂有机硅离型剂清洗。在缺席聆讯下,你可以使用一个普通的凡士林,但质量稍差。

随后,我们重复这个过程,填补了模具硅胶下半年。

另外6小时后硅胶模具已准备就绪。随着刀片整齐切断半,取出的细节,并评估我们所拥有。

清晰可见的锁,躺在粘土为主,良好的细节,尽管分界线沿着一个相当困难的地方跑,像凹痕信件的事实。
其实,对于这种模式不创建表单的最好方式。但是,大家都急于想测试这个方法,知难而进。
所以,一切都准备好浇注聚氨酯。连接模具使用模板元素的刚性,采用固定橡皮筋,胶带或其他手段,并进行聚氨酯的制备了两半。
这两个组件是由摇动他们5-10分钟充分混合。在那之后,我们给出了一个有点受不了出来形成的气泡。一切以同样的方式与硅:等量体积计量和混合。然后,我们必须迅速采取行动:聚氨酯的寿命仅3分钟,开始时间尽快去为你混合使用这两种成分在一起。那么是什么阻止很快,但仔细,以免造成不必要的气泡,并立即倒入模具。
之后约3分钟,这取决于材料的量会发生快速固化胶,和10分钟后的产品准备收割。

该模型已准备就绪。原来的一切转让细节。
结论 B>
应当指出的是,一个真正的巨大机会使用材料平滑 - 在提供与3D-印刷一起使用。
现在,你可以得到大量的材料,产品具有非常不同的特性,但不局限于传统的解放军和ABS。也可将限量生产:只打印一份,并妥善处理,你可以在一段相当短的时间内创造在家副本所需数量。为了达到可接受的结果不一定是使用昂贵的设备。
如果你需要的小规模生产的服务,顶级3D店提供。

资料来源:<一href="http://geektimes.ru/company/top3dshop/blog/251780/">geektimes.ru/company/top3dshop/blog/251780/