1245
25步,或如何收集电池
你有没有看里面的电瓶车?我们决定找“内部”生产电池。唯一的白俄罗斯公司,该公司生产电池的汽车,在平斯克(白俄罗斯)和75%的美国公司的Exide拥有。该工厂的双语和建设的宏伟计划。例如,将生产电池的大众波罗轿车,这是在卡卢加一个工厂生产。
第一步。从仓库把一盘“浸”专用贴(氧化铅添加剂)。他们充当导体。黄颜色 - 带有正电荷,灰绿色 - 阴性。板 - 电池,一个电路元件的主要成分。如在灯泡灯丝。它确定的电池作为容量的糊等重要特征的量。启动电流 - 板的表面积。

较薄板和更多的人,越高浪涌电流。启动式电池(在平斯克,只有释放了他们) - 他们有这个数字更高 - 用板车马 - 与阿拉伯马,牵引力比较。
平斯克,该公司只在途中创造一个电芯的整个周期,而现在这些板块从波兹南进口,与美国公司的另一家工厂。 “当我们将有自己的区域(除非我们把它租),我们将能够扩大生产。现在我们的极限 - 380古都每年的电池中。在白俄罗斯市场的需求 - 70万“ - 简单地说我们启动的情况下销售经理安东Uminsky
。
第二步骤。将板包在一个特殊的带,或更精确地说,它使计算机的一个信封。包裹物 - 切割,包装 - 削减...的目标 - 避免正极和负极的接触

多孔聚乙烯的剥离带,有点像橡胶,而这是相当薄且具有孔隙。通过他们必须通过电解质。

公司拥有自动化的一切尽可能的。建立由专家在该公司的欧洲工厂工作进行了设备。破损支持的工作人员总是在值班。在紧急情况下,他们准备立即采取了故障。的两条传送带简单的,即使是对于一个小时充满数百欧元的损失。
第三步。管道生成分组从一组板 - 车上交替它们,带负电荷,则正,等等D.
。
- 获取一个包,并有一个电池 - 它可以是10至16个板的任何地方。反过来,每个电池由六个电池。只要电池 - 从60到96板, - 亚历山大Matvienko,质量经理和老前辈的企业之一说
。
16731815
第四步骤。在该阶段,无需人工干预尚未 - 婚姻坏信封。通常情况下,边缘不平整切,歪斜。这一点,当然,不是美学。请记住,我们上面所说的关于不必要的接触消极和积极的板块?只要现在删除的潜在冲突。当然此测试,没有限制,但下面的详细信息。
第五步骤。如果你仔细观察,在包装的两侧,可以看到金属“标签”或耳朵。耳朵正负板被分组在封装的相对两侧。为什么,它以后将变得清晰起来。

现在还是在等车的袋子。

自动润滑它们与有机酸的特殊溶液,这消除了氧化膜 - 导致更好payalsya

第六步骤。在此之前,筹备建立一个电路中的电池。现在到主输送机开始作用 - “书签”-ushki“浸”入熔融铅中的一种特殊形式(温度 - 400摄氏度),并立即用水冷却的形式。因此,清晰可见的图像对。

邻近采购铅锭,其中,事实上,被熔化。它看起来令人印象深刻。要删除一条腿 - 会找不到它
。
顺便说一句,在全体员工的脚 - 专用鞋(客人给套鞋)。在重力下流支腿它防止受伤,它可以是相当严重。而仍然需要眼镜和防尘口罩。它是被禁止四个多小时的店不带口罩。所有的工作人员都对铅在体内的含量按月检查。

第七步骤。现在电池的未来收到一个塑料盒分为细胞 - 糖果酒吧。他们也都是从国外进口(来自波兰和法国,那里有美国公司的数家工厂)。设置在开口部的内壁:一个重要的一点。这也是有原因的。后来关于调用。

另外机器钳子夹持器插入直板已经焊接板包装:第一偶数,然后奇数。像盒式磁带。

第八步。但焊接ushki-“书签”的样子。在将来,它们将与所述相邻小区特殊桥连接。也加入到“加”,“减”的结论。在此阶段,很清晰可见的电气电路的电池。由于对物理教材的页面。
- 2 - - 每个电池单元的电动势继续亚历山大Matvienko。 - 当所有六个电池连接的时间,并会得到所需要的12V电池。它滋养和收音机,照明灯具,当然,给予的浪涌电流起动。

第九步。如照片是难以测量的金属的温度。但请相信我,实在是高。因此,未来的电池发送到一个缓冲区,其中桥被冷却。此时,2千伏的电压被检查为短路。它消除甚至负极板和正极板之间的潜在的接触。在这个阶段,畸形报文仍然可以得到更换。揭示在后面的阶段相同的直板 - 再亏损
。

- 你怎么知道的设备出现故障? - 问
。
- 在这种情况下,是一个进步的副本 - 亚历山大把传送带上电池。红光,输送机“吐出”婚姻在一个特殊的隔间。

第十一步。电路的最后阶段。丝焊板包(注意!)通过非常口子直板的内壁。同样,没有任何人工干预!希斯。焊接需要几秒钟。完成!
焊接
前
焊后。需要注意的是深化在耳
第十一步。接下来的测试是一个短路的同时检查的焊接板包的质量。这是当你可以看看电池内部的最后一次。

偶尔运营商着眼于光面板,右侧挂在店内。它表示对于每个管道的计划以释放电池其数目,以及所采取的量。是的,即使在几乎美国的计划,从企业退出将不会成功。

第十二步。渐渐地,银行需要一个更像样。电池获取与“加”/“减”的结论盖内。最近,它的设计是不同的。现在,他是赞成的技术变革。在相同的情况下,电池送行下的Exide品牌CENTRA,埃克塞德,帝舵等其他工厂下线。

第十三步骤。而现在......盖被拆除到最后焊接到整块。它压在热熔板和下压到塑料盒。再次,该方法是自动化的。

所有我们在公司的时候,似乎有人失踪。这家商店几乎是空的,但工作不会停在那里:在工厂仅约一百余人,少数这些都是参与制作

第十四步。焊接端子“加”和“减”(负 - 更薄一点)。金属针(出生)跟熟悉的驾驶者为“手指”,它坚持和终端。

- 电池没有其他金属,除铅合金, - 亚历山大Matvienko说。 - 手工焊接进行,以确保充分接触Bourne和结论
。

第十五步。电池检查一次。在这个时候,是否有泄漏。机器插入管插入填充孔和电池取到的空气压力。
- 有外部和内部泄漏。在第一种情况下,电解液在身上洒没有微裂纹。在第二种情况下,检查细胞之间的壁的可靠性。这也是很重要的,因为这违反了内部泄漏电池也会自动放电速度更快 - 解释亚历山大
。

第十六步。将内邮票 - 邮票

事实上,它应该比买方更公司。在代码中,加密的数据,并改变一些规格。

例如,“1”表示55安培小时,“2” - 60安培小时
爬到平台,这是由主厂房清晰可见。在这里举行的日子经理计划会议结束。在所有的感受到了西方的做法。

演讲者进入这个圈子,概述了在地板上。他给予不超过两分钟。它管理工厂塞尔维亚澳洲原产地 - 约翰·尼科利奇。它几乎不知道俄罗斯和白俄罗斯,因此所有的通信发生在英国。

第十七步。 “干”电池都进行在“湿”部门。

有很多的桶,罐,和工人戴上特制的围裙,手套,臂章。腐蚀性介质毕竟。

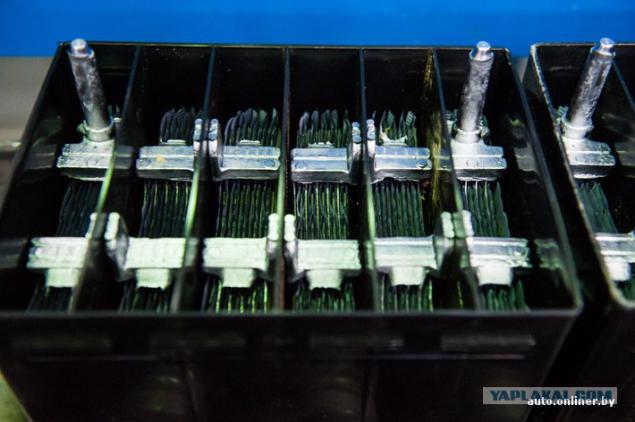
经常要处理稀硫酸。是的,这里谈到的另一个重要阶段 - 电池电解液注入。它再一次做到这一点的机器。电解质的密度倾 - 1 26克每1立方米。厘米。

然后,操作员插入插头和连接电池电缆,连接器 - 关闭电路,它可以是最多16个电池。

他们宣称不超过一个小时。此时,电解质被吸收在板和电池被冷却,因为填充它们当温度急剧升高。

第十八步。电池被输送到形成的位点。

当你进入,你可以感受到特有的气味的化学反应的产品,我们甚至咳嗽的习惯。

电池仍然组装在一个单链中。但现在有通电。为什么呢?

- 这是形成。如果你倒出电解液,和什么也不做,它将开始不可取的电池硫化过程中,铅和酸的相互作用 - 解释了我们的服务员。 - 其结果,晶体形成,硫酸铅,其随后可以不再参与化学过程,且电池将失去其部分容量。顺便说一句,驾驶者注意:此电池放电的原因不能存放很长一段时间。为了避免这种情况,对电池进行充电的电流。对于每种类型的设计,他们的程序和算法。根据电池容量的过程可能需要15至40小时。

十九步。已形成电池回收中的“湿”的部门。有dozalivayut电解质的水平通常略有下降。这是由于在充电过程中的酸被吸收在板部分进入到电解的事实。在定期自动安装前再次检查水平。

第二十一步。所有步骤都完成了与电解质。在电池组的特殊插头驾驶者避免了盖被喷酸。注意事项,当然,是不是多余的。

这里出产的免维护蓄电池。这意味着至少一年的驾驶者半没有往里自己的电池测量密度和电解液液位。虽然有一个机会,取下盖板。

第二十一个步骤。有必要使marafet。电池进入洗涤隧道。它冲走下降的电解质。

第二十二步骤。剥离结论“加”和“减”。他们是美丽的,有光泽 - 让他们看到买家。但它不是只给一个像样的 - 氧化物发现删除当前的困难
第二十三步骤。另一项测试 - 也许是最重要的,决定性的。电池检查在当前操作中的“大”。在两秒钟内,电池“拿走”电流高达1500 A,跨终端的测量电压。该指数应的初始的至少50%,即,如图6所示,为0〜6,5伏。如果下面 - 这是一个婚姻,电池,无论怎样的伤害来解析控制器
。

控制器应找出问题是什么原因。然后研究分为服务和技术支持的质量的结果 - 消除缺陷产品的未来。在表格上方挂的照片有缺陷的项目。
第二十四届一步。针标记会导致另一种编码。第一个数字 - 发行年份(“3”是指2013th),字母A - 一个月(拉丁字母:一个日 - 1月,B日 - 2月,C - 在三月和等四。),F - 工厂的符号(平斯克企业美国人已经分配字母F),18 - 月数,A1 - 指定的变化。顺便说一句,从这一刻起保修期开始计算。

第二十五届一步。最后的联系。工作戴在发现垫并将贴纸上的主体。还有一招。贴纸几种类型的,虽然在电池的差异 - 不,从一个输送机去。产品公司平斯克白俄罗斯知道品牌Zubr成员,而俄罗斯同样电池的品牌名称哈根销售。著名的营销策略:当一个产品在不同的名称出售。

贴纸 - 是最后一步。当电池被带走到仓库,从那里 - 供应商
。
从我自己 - 所有。我会很高兴,如果有人只是因为有趣,因为我做的。
从 auto.onliner.by
拍摄

资料来源:
第一步。从仓库把一盘“浸”专用贴(氧化铅添加剂)。他们充当导体。黄颜色 - 带有正电荷,灰绿色 - 阴性。板 - 电池,一个电路元件的主要成分。如在灯泡灯丝。它确定的电池作为容量的糊等重要特征的量。启动电流 - 板的表面积。

较薄板和更多的人,越高浪涌电流。启动式电池(在平斯克,只有释放了他们) - 他们有这个数字更高 - 用板车马 - 与阿拉伯马,牵引力比较。

平斯克,该公司只在途中创造一个电芯的整个周期,而现在这些板块从波兹南进口,与美国公司的另一家工厂。 “当我们将有自己的区域(除非我们把它租),我们将能够扩大生产。现在我们的极限 - 380古都每年的电池中。在白俄罗斯市场的需求 - 70万“ - 简单地说我们启动的情况下销售经理安东Uminsky
。
第二步骤。将板包在一个特殊的带,或更精确地说,它使计算机的一个信封。包裹物 - 切割,包装 - 削减...的目标 - 避免正极和负极的接触

多孔聚乙烯的剥离带,有点像橡胶,而这是相当薄且具有孔隙。通过他们必须通过电解质。

公司拥有自动化的一切尽可能的。建立由专家在该公司的欧洲工厂工作进行了设备。破损支持的工作人员总是在值班。在紧急情况下,他们准备立即采取了故障。的两条传送带简单的,即使是对于一个小时充满数百欧元的损失。
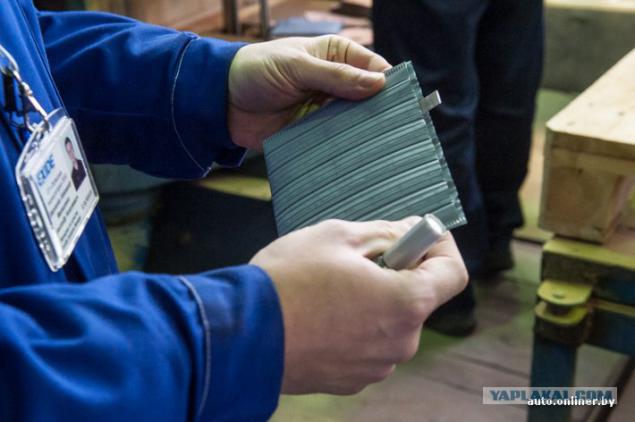
第三步。管道生成分组从一组板 - 车上交替它们,带负电荷,则正,等等D.
。
- 获取一个包,并有一个电池 - 它可以是10至16个板的任何地方。反过来,每个电池由六个电池。只要电池 - 从60到96板, - 亚历山大Matvienko,质量经理和老前辈的企业之一说
。
16731815
第四步骤。在该阶段,无需人工干预尚未 - 婚姻坏信封。通常情况下,边缘不平整切,歪斜。这一点,当然,不是美学。请记住,我们上面所说的关于不必要的接触消极和积极的板块?只要现在删除的潜在冲突。当然此测试,没有限制,但下面的详细信息。

第五步骤。如果你仔细观察,在包装的两侧,可以看到金属“标签”或耳朵。耳朵正负板被分组在封装的相对两侧。为什么,它以后将变得清晰起来。

现在还是在等车的袋子。

自动润滑它们与有机酸的特殊溶液,这消除了氧化膜 - 导致更好payalsya

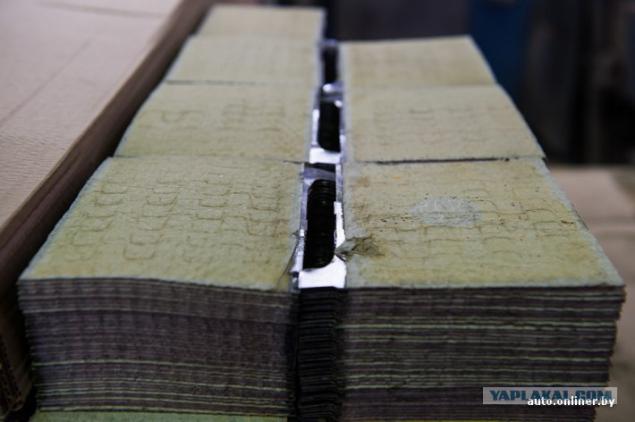
第六步骤。在此之前,筹备建立一个电路中的电池。现在到主输送机开始作用 - “书签”-ushki“浸”入熔融铅中的一种特殊形式(温度 - 400摄氏度),并立即用水冷却的形式。因此,清晰可见的图像对。

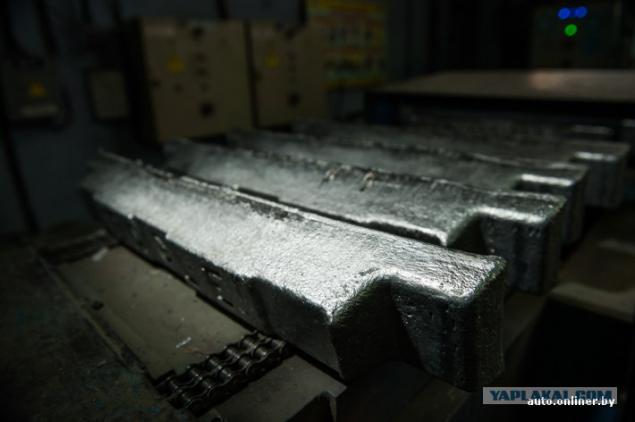
邻近采购铅锭,其中,事实上,被熔化。它看起来令人印象深刻。要删除一条腿 - 会找不到它
。

顺便说一句,在全体员工的脚 - 专用鞋(客人给套鞋)。在重力下流支腿它防止受伤,它可以是相当严重。而仍然需要眼镜和防尘口罩。它是被禁止四个多小时的店不带口罩。所有的工作人员都对铅在体内的含量按月检查。

第七步骤。现在电池的未来收到一个塑料盒分为细胞 - 糖果酒吧。他们也都是从国外进口(来自波兰和法国,那里有美国公司的数家工厂)。设置在开口部的内壁:一个重要的一点。这也是有原因的。后来关于调用。

另外机器钳子夹持器插入直板已经焊接板包装:第一偶数,然后奇数。像盒式磁带。

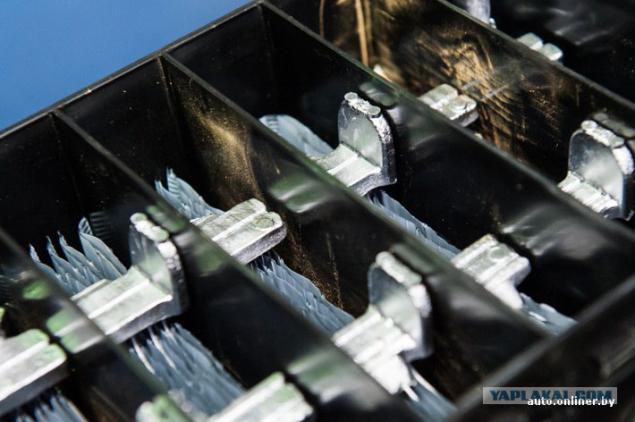
第八步。但焊接ushki-“书签”的样子。在将来,它们将与所述相邻小区特殊桥连接。也加入到“加”,“减”的结论。在此阶段,很清晰可见的电气电路的电池。由于对物理教材的页面。

- 2 - - 每个电池单元的电动势继续亚历山大Matvienko。 - 当所有六个电池连接的时间,并会得到所需要的12V电池。它滋养和收音机,照明灯具,当然,给予的浪涌电流起动。

第九步。如照片是难以测量的金属的温度。但请相信我,实在是高。因此,未来的电池发送到一个缓冲区,其中桥被冷却。此时,2千伏的电压被检查为短路。它消除甚至负极板和正极板之间的潜在的接触。在这个阶段,畸形报文仍然可以得到更换。揭示在后面的阶段相同的直板 - 再亏损
。

- 你怎么知道的设备出现故障? - 问
。
- 在这种情况下,是一个进步的副本 - 亚历山大把传送带上电池。红光,输送机“吐出”婚姻在一个特殊的隔间。

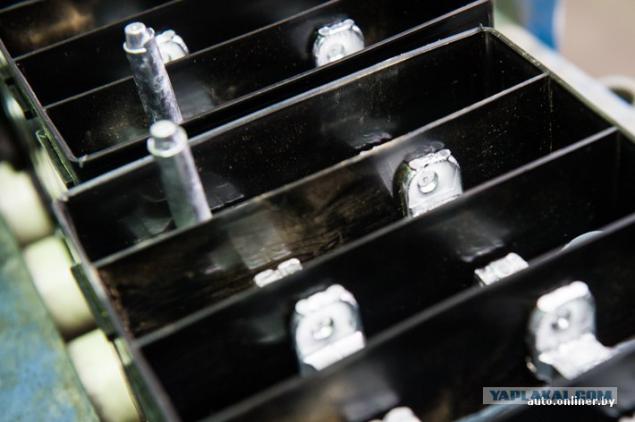
第十一步。电路的最后阶段。丝焊板包(注意!)通过非常口子直板的内壁。同样,没有任何人工干预!希斯。焊接需要几秒钟。完成!
焊接
前

焊后。需要注意的是深化在耳

第十一步。接下来的测试是一个短路的同时检查的焊接板包的质量。这是当你可以看看电池内部的最后一次。

偶尔运营商着眼于光面板,右侧挂在店内。它表示对于每个管道的计划以释放电池其数目,以及所采取的量。是的,即使在几乎美国的计划,从企业退出将不会成功。

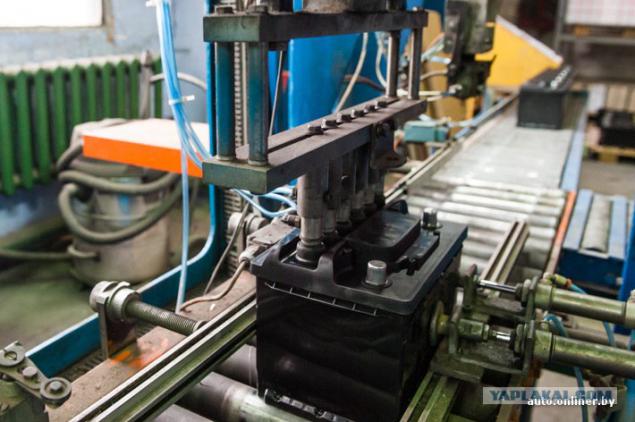
第十二步。渐渐地,银行需要一个更像样。电池获取与“加”/“减”的结论盖内。最近,它的设计是不同的。现在,他是赞成的技术变革。在相同的情况下,电池送行下的Exide品牌CENTRA,埃克塞德,帝舵等其他工厂下线。

第十三步骤。而现在......盖被拆除到最后焊接到整块。它压在热熔板和下压到塑料盒。再次,该方法是自动化的。

所有我们在公司的时候,似乎有人失踪。这家商店几乎是空的,但工作不会停在那里:在工厂仅约一百余人,少数这些都是参与制作

第十四步。焊接端子“加”和“减”(负 - 更薄一点)。金属针(出生)跟熟悉的驾驶者为“手指”,它坚持和终端。

- 电池没有其他金属,除铅合金, - 亚历山大Matvienko说。 - 手工焊接进行,以确保充分接触Bourne和结论
。

第十五步。电池检查一次。在这个时候,是否有泄漏。机器插入管插入填充孔和电池取到的空气压力。

- 有外部和内部泄漏。在第一种情况下,电解液在身上洒没有微裂纹。在第二种情况下,检查细胞之间的壁的可靠性。这也是很重要的,因为这违反了内部泄漏电池也会自动放电速度更快 - 解释亚历山大
。

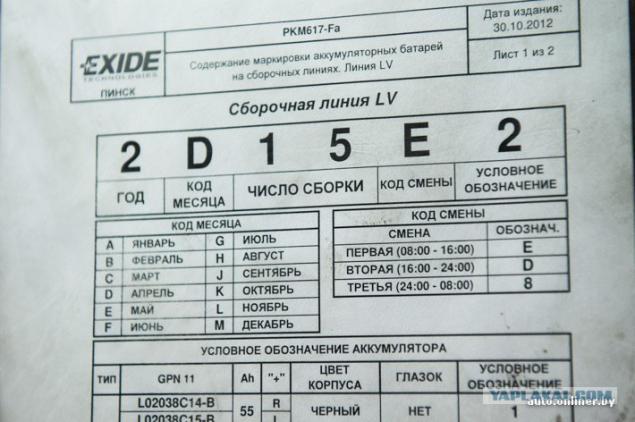
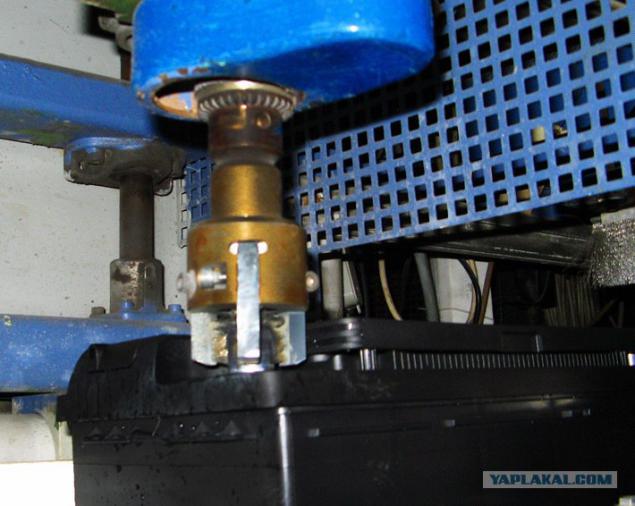
第十六步。将内邮票 - 邮票

事实上,它应该比买方更公司。在代码中,加密的数据,并改变一些规格。

例如,“1”表示55安培小时,“2” - 60安培小时

爬到平台,这是由主厂房清晰可见。在这里举行的日子经理计划会议结束。在所有的感受到了西方的做法。

演讲者进入这个圈子,概述了在地板上。他给予不超过两分钟。它管理工厂塞尔维亚澳洲原产地 - 约翰·尼科利奇。它几乎不知道俄罗斯和白俄罗斯,因此所有的通信发生在英国。

第十七步。 “干”电池都进行在“湿”部门。

有很多的桶,罐,和工人戴上特制的围裙,手套,臂章。腐蚀性介质毕竟。

经常要处理稀硫酸。是的,这里谈到的另一个重要阶段 - 电池电解液注入。它再一次做到这一点的机器。电解质的密度倾 - 1 26克每1立方米。厘米。

然后,操作员插入插头和连接电池电缆,连接器 - 关闭电路,它可以是最多16个电池。

他们宣称不超过一个小时。此时,电解质被吸收在板和电池被冷却,因为填充它们当温度急剧升高。

第十八步。电池被输送到形成的位点。

当你进入,你可以感受到特有的气味的化学反应的产品,我们甚至咳嗽的习惯。

电池仍然组装在一个单链中。但现在有通电。为什么呢?

- 这是形成。如果你倒出电解液,和什么也不做,它将开始不可取的电池硫化过程中,铅和酸的相互作用 - 解释了我们的服务员。 - 其结果,晶体形成,硫酸铅,其随后可以不再参与化学过程,且电池将失去其部分容量。顺便说一句,驾驶者注意:此电池放电的原因不能存放很长一段时间。为了避免这种情况,对电池进行充电的电流。对于每种类型的设计,他们的程序和算法。根据电池容量的过程可能需要15至40小时。

十九步。已形成电池回收中的“湿”的部门。有dozalivayut电解质的水平通常略有下降。这是由于在充电过程中的酸被吸收在板部分进入到电解的事实。在定期自动安装前再次检查水平。

第二十一步。所有步骤都完成了与电解质。在电池组的特殊插头驾驶者避免了盖被喷酸。注意事项,当然,是不是多余的。

这里出产的免维护蓄电池。这意味着至少一年的驾驶者半没有往里自己的电池测量密度和电解液液位。虽然有一个机会,取下盖板。

第二十一个步骤。有必要使marafet。电池进入洗涤隧道。它冲走下降的电解质。

第二十二步骤。剥离结论“加”和“减”。他们是美丽的,有光泽 - 让他们看到买家。但它不是只给一个像样的 - 氧化物发现删除当前的困难

第二十三步骤。另一项测试 - 也许是最重要的,决定性的。电池检查在当前操作中的“大”。在两秒钟内,电池“拿走”电流高达1500 A,跨终端的测量电压。该指数应的初始的至少50%,即,如图6所示,为0〜6,5伏。如果下面 - 这是一个婚姻,电池,无论怎样的伤害来解析控制器
。

控制器应找出问题是什么原因。然后研究分为服务和技术支持的质量的结果 - 消除缺陷产品的未来。在表格上方挂的照片有缺陷的项目。

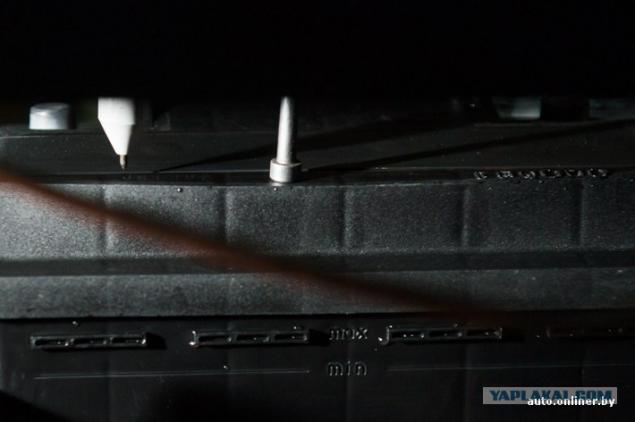
第二十四届一步。针标记会导致另一种编码。第一个数字 - 发行年份(“3”是指2013th),字母A - 一个月(拉丁字母:一个日 - 1月,B日 - 2月,C - 在三月和等四。),F - 工厂的符号(平斯克企业美国人已经分配字母F),18 - 月数,A1 - 指定的变化。顺便说一句,从这一刻起保修期开始计算。

第二十五届一步。最后的联系。工作戴在发现垫并将贴纸上的主体。还有一招。贴纸几种类型的,虽然在电池的差异 - 不,从一个输送机去。产品公司平斯克白俄罗斯知道品牌Zubr成员,而俄罗斯同样电池的品牌名称哈根销售。著名的营销策略:当一个产品在不同的名称出售。

贴纸 - 是最后一步。当电池被带走到仓库,从那里 - 供应商
。
从我自己 - 所有。我会很高兴,如果有人只是因为有趣,因为我做的。
从 auto.onliner.by
拍摄

资料来源: