1743
热屏障,墓碑和印刷电路板等美食
而陡峭的设计师设计出合适的衣服,买了超现代的生产在美国,欧洲的工厂,我们转向了PCB设计的可能性进行紧急生产的郊区之一的经验(实际上泽廖诺格勒 - 莫斯科区)与手动安装地下工厂(实际上在眼前安装他们坐在右侧二楼,并在该行的地下室维持在60,000组件每小时)。
下面的文本 - 作者的个人意见。这不是终极真理,但只有一个信息的大量可用目前正常的构造函数的可能部分。 I>
谈一点关于CAD。尽管他们中的很多,几乎所有的人提供给大约相同的基本功能设计。具备必要的知识,可以和Sprint-布局(没有犯罪!)为了使高速dif.paru这将正常工作。唯一的问题是需要多长时间对的痕迹。
这是可能以同样的方式垫nakosyachit(与电子学“与跟踪工作”充满了有趣的设计的例子),这将有解开漫长而乏味的:
这是什么?而事实上,如果一个设计师 - 白痴,没有超现代的CAD不会解决设计问题他。是的,它会检查各种规则和更多。但考虑绝对一切可能的。尤其是在焊接和组装方面(虽然分班考试最近越来越好)。
不幸的是,聚丙烯的设计常常绝对发现段是相互排斥的。一个典型的例子 - 在电源旁路电容。一方面,有必要把它们尽量靠近电源管脚的芯片。
另外,不要将组件旁边给对方,如果你打算自动安装(你永远不知道什么特殊的机器,这将设置组件的限制),并回流焊接(电容,可以在高分量的所谓的“影子”和加热对他的垫融化,因为它应该)粘贴。
然而,我们不能忘记,在从\到电容,我们所有的工作和电感路径影响一个特定的计划其属性的频率(强烈建议阅读的eto 这里的 它更好地理解这个问题的)。
但是,回到我们的石头和障碍。如果你不知道该怎么做,该怎么办?阅读过程中的文档,!它是和很多!
不会触及我们的客人,其中一些已经没有更新了四十多年。看IPC的标准,得到了长足的(笔者不接地个人意见,因为他们不知道确切的数字),在全球的PCB设计。
在树中,标准可以看出,上述所有可以从2220和7351.
读事 从2220,我们主要感兴趣的 2221 - 在印刷电路板设计的通用标准。参考以前版本的标准,因为目前只为钱(当然,我们知道,如果你想找到一切皆有可能)。
在第9.1.3节写了特别的热屏障。简要地翻译什么是写有,这一切都归结于一个事实,即如果该分量输出(和2221是专用只终端部件),所述的期望 i>的,使热屏障,因为它们的存在可以更容易地进行焊接。
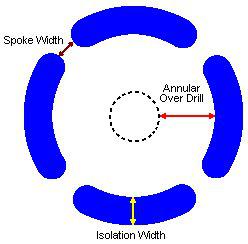
现在,让我们来看看有什么热障:
又是什么帮助?
嗯,首先,与波峰焊。
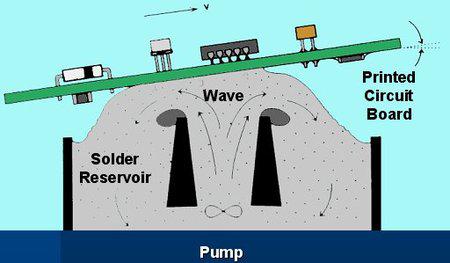
这种类型的焊料的主要用于在非常大的规模生产。在这种情况下,对于一个波峰焊具有许多上放置组件和大量的着陆点的部件的建议的限制。
戴夫,一如既往地简单,清楚地解释了什么是什么:
优化,在一个字,以减少结婚人数。
有趣的过程:
这里的问题是,并不是所有的机器有一个预热区,并且它不总是如果大的多边形帮助。事实证明,如果该行为电荷缓慢温热至更多的多边形,过热小部件的机会。热障有助于解决这一问题。但魔鬼在细节中,一如既往。
在继续之前,让我们来谈谈多一点了解手动的,而不是一个机器焊接。
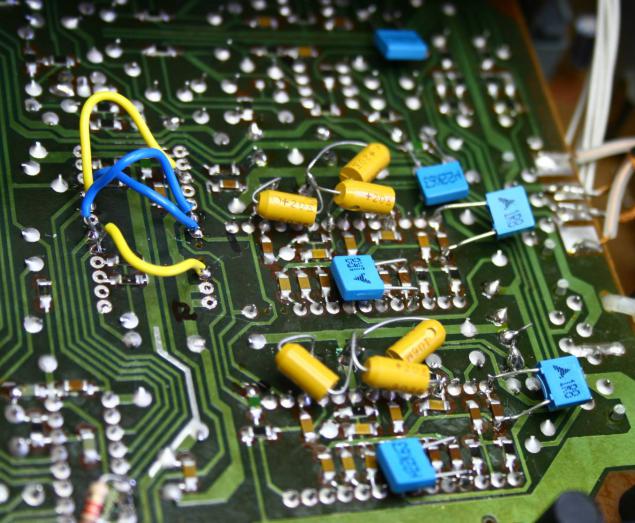
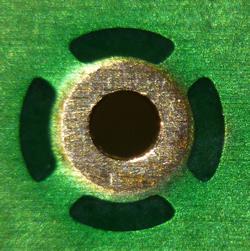
试想一下,你有一个多层电路板作为kdpv的开始,有必要焊接连接器。但在这六层板的一些问题,对全板四层沉闷地。半连接器 - 它降落。你可以,当然,采取预热至100-110度的优势,然后焊接。但是,这并不总是可能的。是的,和钽再次不想加热(后第一次是焊接所有的小东西,在最不连接)。在这里,热障和帮助。烙铁加热只输出连接器,玻璃和金属接触鼻子,在所有图层不是所有的多边形。
而这正是问题的开始。
很显然,该热屏障减少了总面积的铜,通过该接触组件和填埋场。也就是说,增加身体的接触电阻。也增加了寄生电感的连接。
漂亮的快速搜索表明,在我们研究的电阻,电感的问题,而这一切的关系,至少有三篇文章。
在这里,他们是:
热救济焊盘的研究揭秘:制造和冷却 李之间的权衡> 调查的热救济形状上不同的印刷电路板的效率 a href="https://lirias.kuleuven.be/bitstream/123456789/400645/2/Thermal_reliefs_final.pdf">造型热浮雕 的低收入和高频阻抗 ul>发表的所有文章<标题简称=“学院电气与电子工程师”> IEEE abbr>标签,这表明没有坦诚谵妄。
再次,我强烈建议阅读。
简而言之所有文章的结论:是的,热的障碍 - 这是很酷的和有用的,但你必须明智地使用(谁又能怀疑吗?)。如果有疑问,就必须至少prosimulirovat。基本上,它是成分为表面安装的情况下,由于终端的组件,因此有足够的杂散电感的结论。
至于电阻,那么,它略微增加在接触点。关于统一毫欧。如果这不是关键的,可以使用。并且,当然,要考虑到其将流过连接的电流。如果他是,也正在升温,你应该看到更重要的是:一些局部过热的安装或易于
。
至于我自己,我带来了这个规则。在实物模型可以安全使用的热屏障作为模型仍然主要手工焊接。在系列产品应该与特定生产咨询,这将安装板(这是没有用的事,在这个意义上的生产咨询),因为该技术比你知道你的装配生产线和它的功能。
但是这一切都来的终端组件。以及如何进行表面安装?但仍有比较复杂。标准 7351 - 表面贴装设计及模式标准的热屏障通用要求未提及
。 有有趣的文档,在此笔者建议不要使用,因为增加阻抗连接的热屏障。事实上,这是有道理的:电源和其他电源电路的设计
扯远了一点。
我希望它看起来像砂矿组件,多的是。
如果不是,那么这里就是过程的一个很好的例证:
包装后的董事会,她那张传送带烤箱回流焊接。
它看起来是这样的:
不幸的是,有时可以有以下的效果:
其原因可能是一些(你可以看到基本的,例如,<一个href="http://www.murata.com/en-global/products/emiconfun/capacitor/2012/02/28/en-20120228-p1">тут).
其中之一 - 曲线<一href="http://en.wikipedia.org/w/index.php?title=Thermal_profiling&oldid=631411021">термопрофиль焊接。此外,还存在如下(不按重要性排序):过期(或存放不当)粘贴,模板错调糊歪预计登陆地点组件砂矿错误
如果thermoprofile,面食,砂矿有时模版 - 头痛的生产,该网站的曲线。 - 它是一个直接的门框设计者
其主要思想是,该网站应在扩频粘贴相同表面张力是产生相同的几何形状。起重组件后产生是因为不同的表面张力平面组件上行事。它也有可能发生,该网站是非常大的,本身(连接到地平面,例如),所述热障是不存在,弯弯曲曲的热垫升温慢于其它终端。其结果是,浆料不会熔化在多边形区域,并且该组件可以上升。
一个很好的例子和<一href="http://www.mdtmag.com/articles/2012/07/low-mass-solution-tombstone-dilemma-identified">сопутствующая文章:
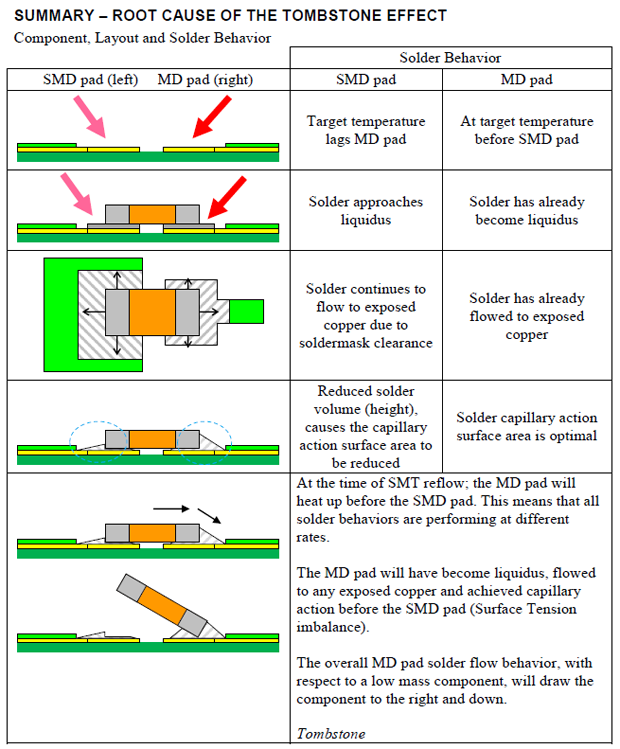
为什么组件上涨?因为即使在模板中的切口是一样的糊剂两个站点,熔化该膏以O,其中大部分的焊接掩模的开口面积,不仅热较慢和大的面积的膏蔓延,这是一般的,然后该过程严重降低了焊接连接的性能(焊料量不足),并可能导致一个旋转部件相对于所述着陆垫。
一位莫斯科郊外,在莫斯科的意义上说,办公提供了在这种情况下妥协:
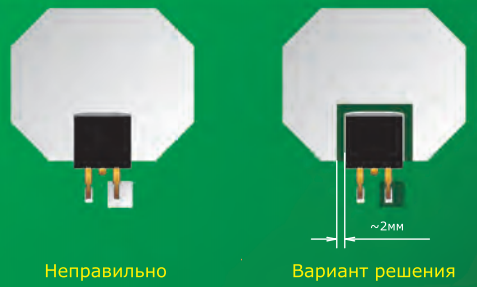
如果有需要在大型室外范围的掩模,以避免传染上范围的膏,可以使掩模出锁定桥宽度小,这将防止焊料在熔化的蔓延。
上述所有关注的主要是光组件的尺寸小于0603(英寸),但也有例外。
什么是底线?
热障,当然,必要的。使用它们,无论你需要的,不需要 - 不值得。这是微波技术尤其如此。在日常设计简单的微控制器项目,在我看来,他们这样做利大于弊。但很大程度上取决于焊接技术和随后的必要性可维护性产品。
当炉焊接时,应注意起重部件的可能性是由于设计不当的着陆点和浅滩技术专家服务行。
在任何情况下,路由,主要操作和分析脑!
感谢您的阅读!
所有的bug,请报告给PM。笔者继续写关于铁的发展? <表> 肯定是有的 TD> TR> 非也 TD> TR> B我的眼睛没有看到你< / TD> TR> TABLE>投票数478人。 70人弃权。只有注册用户可以参与投票。 注册,请。
来源: habrahabr.ru/post/246937/





















{kind=link}