游览维克萨钢铁厂
 Bashny.Net
Bashny.Net
早在苏联时期,它已成为国内最大的生产厂家VMZ电焊管道和铁路车轮。在一个职位无法接受公司的所有生产设施。我会告诉你的ISS-500(不,这不是国际空间站)和大口径管道,这是发行单缝焊管主要的石油和天然气管道的直径达1420毫米,壁厚可达48毫米复杂的电焊管。
Slyabohranilische。在这里开始了MCS-500。国际空间站 - 冶金轧机复杂-5000。复杂的建设历时四年 - 2007年5月至2011年10月(委托2011年11月25日)。产品MKS-5000 - 一个厚的片材的高强度钢对于大直径管道的制造。复杂的设计能力为1,500万。每年片(租金)的吨。

板坯被发送到燃气灶。

期间在从900到1300度的温度下加热4-5小时有板坯。金属在炉内的温度的控制是Dualsens温度单位。
收获热身和准备执行在工厂。
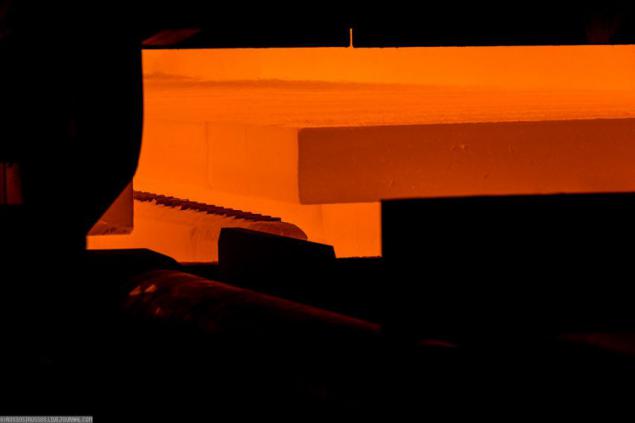
这就是红砖进入轧辊。

在该照片是在脱氧化皮的热轧轧机的时间可见 - 从金属表面与下高压水去除氧化皮

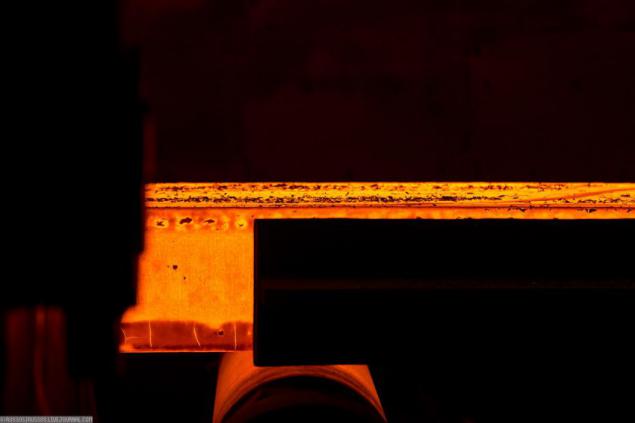
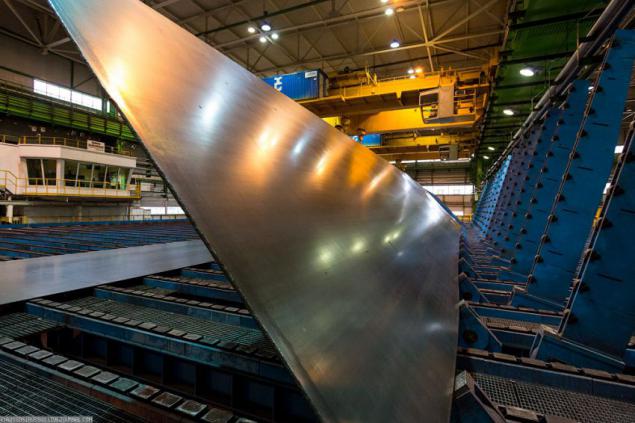
我们已经板坯半展开。

作为一个煎锅煎饼。

的马达的辊的驱动系统。运动的令人难以置信的美。

每个辊轧机移动板都有一个单独的驱动器。

用于冷却片材的安装的供水系统。

Megaprivod夹!一切工作从单一的电机和一个棘手的接线盒!

水对植物中循环的闭合回路。

冷热轧板。

深! - 缓冷段片材,持续至少48小时

而右边有一台冰箱。这是写在标签上。

它冷轧薄板冷却,陷入冷矫直机。

目视检查几乎是成品板材。

翻车机用于车削板。它是必要的,因为它是必要检查这两个表面上。
剪刀修剪。可以切割金属的厚度可达48毫米。基本上,脂肪
高强度钢板材已准备就绪。然后,他搬到了车间,生产管。

从担任右页输出纸盒的一个仓库。

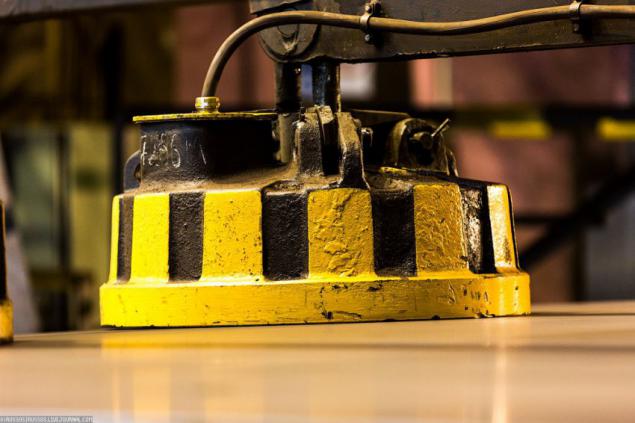
非常漂亮的磁性的抓地力。
在片条焊接技术的角 - 它们被用来确保所述管的焊缝的质量。事实是,在开始时与滚焊工艺的末尾不符合要求的参数。而不是切一块管想出了一个解决方案。
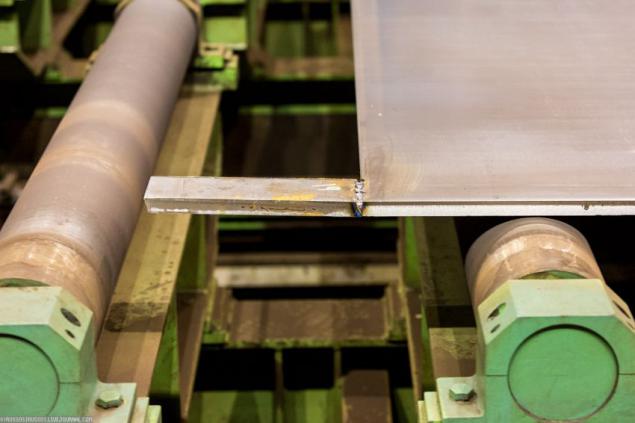
床单上的输送技术焊接棒是在一个新闻下摆边缘。

按下摆边缘。这里,片材被用于在分步成型冲压加工制备。

下一步 - 逐步成型压机
。

6000压力机压迫吨板材成筒。

几分钟 - 和管道预制准备
。

熟悉技术的焊接条。注:管道是远远正圆
。

目视检查的内表面的。

在第一阶段的焊接完成裆刚刺穿管的边缘。

装饰手工熬。

一般管店是巨大的。周围有不同的线路,用于生产各种管道的,彼此在直径和目的不同。唉,一个不显示整个报告文学。

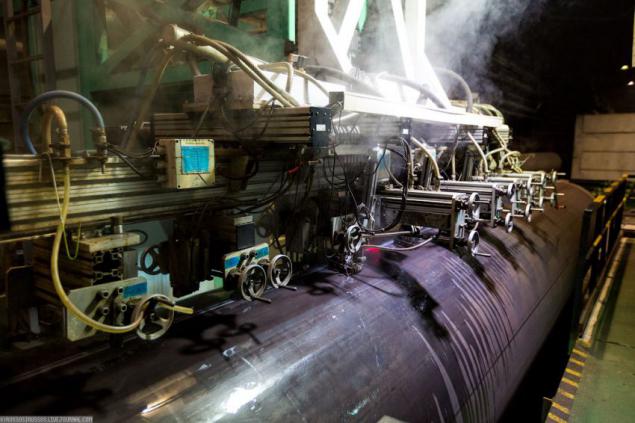
主要焊缝。首先,将电极暴露。

然后将管推背回一点点的过程的开始是在酒吧。

焊缝!

通量被抽吸清洗和重复使用。

准备好接缝。

所有的管道已准备就绪。同时有许多焊接管道。

在每个阶段中,除了视觉和自动化控制是存在的。在照片中,例如,对于每个管的每个接缝检查的安装!
这是直接从输送机进行了详细的研究管。这将切成片,检查焊缝部分,将金属样品和探测每一个部分!

俄罗斯的大小!只是相同1,420毫米管道用48毫米的壁厚。

幕后仍然安装膨胀,从而从内部解压缩管,给它的正圆形状。接着,将管盖内部和外部的防腐蚀涂层并将其发送到仓库,并运送给客户。

4月15日在工厂生产的第一管的“南溪”的水下部分!道达尔公司将提供该项目600公里管道。流两公里多的深度,所以管道增加的需求。具体地,圆度可多达四个毫米。这个值小于标准的两倍。 VSW是能够释放一小时左右135吨这种管道(之一的重量 - 9吨

和一些照片从公司,它看起来像一个城市。

铁路车轮钢厂分工的美丽桶。

一个用于生产铁路车轮的阶段。冷却模具,其中充满了钢锭,从其中随后使车轮。这种生产必须的,当然,准备一份单独的报告。

铁路轨道的只是一个美丽的景色。顺便说一下,它们的总长度在VSW - 157公里

。我真的很喜欢这个镜头......

来源:russos.livejournal.com
Slyabohranilische。在这里开始了MCS-500。国际空间站 - 冶金轧机复杂-5000。复杂的建设历时四年 - 2007年5月至2011年10月(委托2011年11月25日)。产品MKS-5000 - 一个厚的片材的高强度钢对于大直径管道的制造。复杂的设计能力为1,500万。每年片(租金)的吨。

板坯被发送到燃气灶。

期间在从900到1300度的温度下加热4-5小时有板坯。金属在炉内的温度的控制是Dualsens温度单位。

收获热身和准备执行在工厂。

这就是红砖进入轧辊。

在该照片是在脱氧化皮的热轧轧机的时间可见 - 从金属表面与下高压水去除氧化皮

我们已经板坯半展开。

作为一个煎锅煎饼。

的马达的辊的驱动系统。运动的令人难以置信的美。

每个辊轧机移动板都有一个单独的驱动器。

用于冷却片材的安装的供水系统。

Megaprivod夹!一切工作从单一的电机和一个棘手的接线盒!

水对植物中循环的闭合回路。

冷热轧板。

深! - 缓冷段片材,持续至少48小时

而右边有一台冰箱。这是写在标签上。

它冷轧薄板冷却,陷入冷矫直机。

目视检查几乎是成品板材。

翻车机用于车削板。它是必要的,因为它是必要检查这两个表面上。

剪刀修剪。可以切割金属的厚度可达48毫米。基本上,脂肪
高强度钢板材已准备就绪。然后,他搬到了车间,生产管。

从担任右页输出纸盒的一个仓库。

非常漂亮的磁性的抓地力。

在片条焊接技术的角 - 它们被用来确保所述管的焊缝的质量。事实是,在开始时与滚焊工艺的末尾不符合要求的参数。而不是切一块管想出了一个解决方案。

床单上的输送技术焊接棒是在一个新闻下摆边缘。

按下摆边缘。这里,片材被用于在分步成型冲压加工制备。

下一步 - 逐步成型压机
。

6000压力机压迫吨板材成筒。

几分钟 - 和管道预制准备
。

熟悉技术的焊接条。注:管道是远远正圆
。

目视检查的内表面的。

在第一阶段的焊接完成裆刚刺穿管的边缘。

装饰手工熬。

一般管店是巨大的。周围有不同的线路,用于生产各种管道的,彼此在直径和目的不同。唉,一个不显示整个报告文学。

主要焊缝。首先,将电极暴露。

然后将管推背回一点点的过程的开始是在酒吧。

焊缝!

通量被抽吸清洗和重复使用。

准备好接缝。

所有的管道已准备就绪。同时有许多焊接管道。

在每个阶段中,除了视觉和自动化控制是存在的。在照片中,例如,对于每个管的每个接缝检查的安装!

这是直接从输送机进行了详细的研究管。这将切成片,检查焊缝部分,将金属样品和探测每一个部分!

俄罗斯的大小!只是相同1,420毫米管道用48毫米的壁厚。

幕后仍然安装膨胀,从而从内部解压缩管,给它的正圆形状。接着,将管盖内部和外部的防腐蚀涂层并将其发送到仓库,并运送给客户。

4月15日在工厂生产的第一管的“南溪”的水下部分!道达尔公司将提供该项目600公里管道。流两公里多的深度,所以管道增加的需求。具体地,圆度可多达四个毫米。这个值小于标准的两倍。 VSW是能够释放一小时左右135吨这种管道(之一的重量 - 9吨

和一些照片从公司,它看起来像一个城市。

铁路车轮钢厂分工的美丽桶。

一个用于生产铁路车轮的阶段。冷却模具,其中充满了钢锭,从其中随后使车轮。这种生产必须的,当然,准备一份单独的报告。

铁路轨道的只是一个美丽的景色。顺便说一下,它们的总长度在VSW - 157公里

。我真的很喜欢这个镜头......

来源:russos.livejournal.com
标签
另请参见
车里雅宾斯克冶金厂
宇航员进行了太阳系之旅
在瑞士,该工厂将首先从全球大气CO2开始的提取
它看起来像伏尔加格勒1980年:50独特的图片,将带你回到过去
翻翻俄罗斯光学世界上最大的望远镜
部№601MAI - “空间系统和火箭科学”
地球日2010(世界地球日)(40张)
“万有引力”。现实与虚构
2010年世界地球日(40张)
宇宙航行的纪念馆(78 +图片文字)