Trasera de la impresora: Una mirada desde el lado de la cabeza
 Bashny.Net
Bashny.Net
Vista general - cómo usarlos, parientes analogía. Realidad modesta. Sólo FDM, a casa, vivir - sino desde dentro y en detalle. Hotend? En el contexto, con las zonas y horarios de la temperatura. Ventajas y desventajas de las propiedades de diversas soluciones en el diseño del cabezal de impresión. Características de impresión de línea de corte y experimentos para obtener una óptima velocidad de impresión tabla de ajustes Capron (nylon). Conclusiones de los mismos. En la organización de una varilla de nylon buena oferta en una extrusora. Es muy emocionante y dramático. I>
Acerca de las impresoras 3-D están escribiendo mucho, escribiendo con entusiasmo describieron una variedad de modelos y tecnologías, así como muchas de sus habilidades. Y ahora me presento ante ustedes, un tipo sencillo rusa de Lituania ©, una impresora 3-D. Por supuesto, reunió a sí mismo. No desde el set - hace año y medio, había pocos conjuntos, y eran caros. Todo está planeado y eligió a sí mismo, centrándose exclusivamente en Internet. Pero no quiero hablar de eso, yo quiero hablar de lo que sucedió a continuación, - después de su construcción, y creo que la pregunta - ¿por qué es esto? - ¿Qué puede hacer que - ¿Por qué lo compra B> -. Muchas personas se preguntan llevar por la técnica
Vamos por orden: primero, me construí. Fue muy interesante, en el sentido que tenía constantemente para resolver muchos problemas técnicos, encontrar razones para un funcionamiento anormal - calculando, a menudo de manera indirecta. Una especie de juego en los misterios técnicos. Se ganó. Para mejorar. Vi bastante posibles mejoras. Hecho algunos - con gran placer. Luego se desarrolló un sensor de fin de anfitrión muy amable para la impresora. Su Yo vendí ni una sola vez. Bueno, un conjunto de sensores - no hacerse rico en esto, pero el placer que recibí de mi sincera gratitud por el comprador. Jugar con el cabezal de impresión - que sea, a pesar de la buena calidad de fabricación (marca MK IV) tiene una serie de inconvenientes. Y ella sólo una era - y comprar más caro. Desarrolló su - se reirá la primera vez que algo sucedió, aunque no es perfecto. Sin embargo, no estoy ciego, cuidadosamente examinados, que había leído lo que escriben, y sólo entonces. Entonces empezó a entender. Para experimentar. Hubo una larga pausa - la frustración y la depresión, pero no comunicarse con la impresora, por lo que la paja abrochado lomo de un elefante Ahora tengo cuatro jefes de diferentes diámetros, y la impresora imprime tres veces más rápido de lo que se considera normal, e imprime una capa de 150 micras.. Y las impresiones no son filamentos importado caro y barato hilo de pescar recortadora. B> Resulta muy, muy fuertemente, aunque no sin trucos.
En la imagen podemos hablar más, y ahora:
Así que - claramente, tengo una manera conveniente de hacer una pequeña cosa hecha de plástico y un montón de emociones positivas de la creatividad técnica, la mejora de las habilidades para resolver problemas de ingeniería. B> De alguna manera. Pero no se olvide - lo que me hicieron del científico y químico ingeniero. t. e. Ya he tenido ciertas habilidades y dominar la metodología de encontrar el resultado, por otra parte, sigue siendo una electrónica y equipo del técnico aficionado.
Así que el peso de dicho proceso de adquisición en cuestión. Ahora lea el siguiente artículo sobre Habré en ellos, algo que me recuerda ... tengo los buenos viejos revistas científicas y técnicas, que puedo recordar. Así, 60, 70, 80 años - fue escrito por todas partes, cada vez más de las maravillosas posibilidades de la computadora, se hicieron cada vez más, se vuelven menos y la vida aparecieron poco a poco y se publican. Ese pedazo de papel impreso con el cálculo de los salarios traerán - no es que más y errores! Que los billetes de tren en Moscú, de repente se convierte en inusualmente buena compra. Luego vino el ordenador personal - BC-0010, Radio 86, Microsha - que se utilizan principalmente para su propio trabajo de mantenimiento, realmente utilizarlos era difícil e incómodo. Ellos vienen con miles de aplicaciones endebles y difíciles, que han modernizado - Yo era una radio 86 con 56K de memoria y 64 KB de ROM (!) (!) - Había puesto todos los programas, pero esta vez en la industria fueron las zonas donde no había equipo no es suficiente. Pero lo lejos que estaban de la gente! ©. Era muy similar a la situación actual en 3D- impresión ahora - un montón de "radio de jamón", están ocupados con su pequeña FDM-impresora (r e -.. los que imprimir un chorrito de algo), y en esta ocasión, los dentistas y los joyeros tienen su plena utilización. Los médicos, mientras que en copias simples - pero usados, donde debido a la singularidad de la fabricación costaría demasiado
Resulta que tenemos una herramienta más para el desarrollo de los avances tecnológicos. Hasta ahora, sólo que esta B> Pero la medicina -. Baja inicio a punto de empezar a usarlas de forma activa, y esto es comprensible, la medicina - la industria intensiva en conocimiento. Probablemente estos lugares se puede encontrar mucho, pero sería injusto cargar lectores Habra sólo un montón de argumentos desnudo - aunque sea el tema, incluso -. Honestamente
Por lo tanto, hoy quiero que hables acerca de cómo trabajar en uno de los nodos de nuestra impresora de casa - cabezal de impresión. Dirás - sí, lo que es interesante! Y plástico fundido fluye a través del agujero. Si en tres palabras - algo así, pero esta definición se dividen en decenas de modelos diferentes de cabezas, entre ellas la muy mala - la gente a mantener plástico maldición limpio y sucio. Oh, algo que dudo esta misma razón. Hay cabezas que funcionan sólo con el -polilaktidom PLA. Él, sin embargo, y muy amable con el medio ambiente, no es bueno en todas partes. Más bien, es bueno que es fácil hacer una barata y estable funcionamiento de la impresora. Hay jefes que trabajan con bastante rapidez degradan, especialmente cuando se trabaja a gran velocidad y con plásticos no demasiado bajo punto de fusión. Trato de ser interesante para decir, los patrones generales que a menudo cavé en la Internet, que forma parte se encontró - tuvo que poner un montón de experiencia y una gran cantidad de pensamiento, ha sucedido en este todo confuso, así que si mi opinión no coincide con la Su solicitud encarecidamente no me pegaba, y tener en cuenta que estoy escribiendo sobre los resultados de las mediciones de su sistema, por lo que puede diferir de lo común. Traté de comprobar todo - en un grado u otro. Pensar, intentar, tal vez usted se beneficiará de esta información.
Por lo tanto, vamos a hablar de la cabeza es el tipo más común de la impresora - impresora donde el objeto impreso se transforma de una línea de pesca de un plástico. Lesko comúnmente llamado filamentos o varilla de soldadura. Su material de - generalmente plástico ABS, lo que significa - acrilonitrilo-butadieno-estireno - sólo el plástico común, también distribuido polilactida PLA es el nombre en ruso es correcto, independientemente de lo que contradice una traducción directa del Inglés - polímero, producido especialmente para las impresoras 3-D. Sin embargo, es teóricamente posible usar casi cualquier termoplástico. Prácticamente uso - nylon / nylon, alcohol polivinílico, - que se puede disolver en agua y otros. Plástico PLA - como el fabricante de la impresora, porque para él menos problemas, partes de ella se obtienen en casi cualquier entorno. Los rumores sobre los artesanos de la impresión en una variedad de otros tipos de plástico.
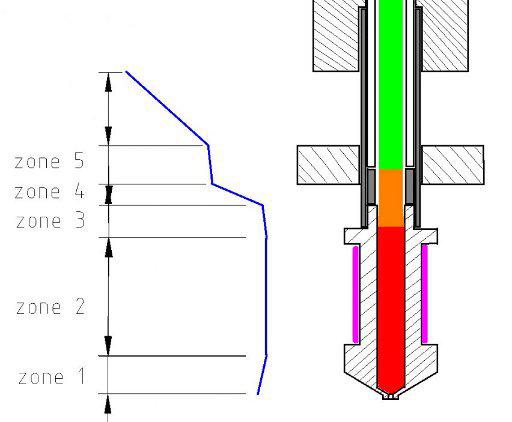
Por lo tanto - piezas de la impresora, que se funde el filamento y apretando corrientes fundidas de polímero llamado un cabezal de impresión. Una parte importante de la misma es - una unidad extrusora, filamento emocionante y lo empuja a otra parte de la cabeza climatizada - hotend. Por encima de él en la foto. Deje hotenda imagen en sección, y en este caso se distribuye la temperatura. Debo agradecer a mis colegas de la reprapology.info/archive/1422/rheology/
- Desde esta página, me enteré de la presentación inicial de cómo la fusión y extrusión de la masa fundida de la línea de cabeza. Pocos de el esquema: púrpura en el exterior de la cabeza - un nicromo bobina de calentamiento o Cantal, pero las cabezas se utilizan a menudo como una resistencia de calentamiento - es conveniente en la producción, pero reduce la fiabilidad y la uniformidad del campo de la calefacción, ya que el resistor colocado localmente, por lo tanto experimentando un sobrecalentamiento local . Sin embargo, la diferencia fundamental aquí net-resistencia o liquidación.
Red en la porción inferior de la cabeza - la zona del polímero fundido, es heterogénea, ya que la viscosidad del polímero varía en un rango de temperaturas, y la zona naranja - un área donde el polímero ya se ha calentado a la plasticidad, pero no fluye. Esta zona es muy importante - se expande ligeramente varillas de plástico, ajustado a la pared y se convierte en un pistón, que empuja la masa fundida a través de la salida - morir. Verde - un área donde los cambios significativos en la plasticidad no ha sucedido todavía y la varilla transmite la presión sobre y sin arrugas. Diferente sombreado muestra el radiador cabeza de latón y aluminio. Blanco destacó tubo de PTFE, ferrocarril, debido a la muy baja fricción y bares a lo largo de ella, que se ejecuta con mínima resistencia. Grey - tubo de acero inoxidable, llevando la cabeza y el radiador, así como inserto de anillo - evita la tensión mecánica en el tubo de teflón en la parte más caliente. Esto es importante - de teflón, en tales circunstancias, es mecánicamente frágiles, así que aquí está en todas partes se apoya en acero - puede ser una fuga pequeña, pero pronto, y este pedazo de tubo de teflón es muy fácil de reemplazar. Tubo de acero inoxidable se suelda a la cabeza de latón con soldadura de plata - por lo que la cuestión de la estabilidad térmica y durabilidad - no. Anillo (dentro pulido para reducir la fricción!) Sólo invertido y clavado en la parte superior de un tubo de teflón. Nota - acero inoxidable debe ser de baja conductividad térmica, y para ello eligió. Esto suele ser algo así como H18N10.
A la izquierda, en la foto, se ve la temperatura epure (diagrama aproximado) a lo largo del eje del tubo. De la exactitud de la escala no puede responder, pero la dirección debe ser correcta. Cuanto más lejos del eje a la disposición de las regiones, la temperatura es más alta. Así que describir en las zonas, a partir de la última Zona 6 - hacia abajo del tubo uniformemente creciente de temperatura, como el acero inoxidable tiene una baja conductividad térmica, por lo que el crecimiento es lo suficientemente rápido. No es nada especial. Revestimiento de teflón trabajando en buenas condiciones, el filamento se calienta lentamente, el calor que pasa a través del tubo se dispersa la parte superior del radiador o del titular.
Zona 5 Debido al hecho de que se ponga en un radiador pequeño tubo de aluminio, la temperatura es casi constante y se encuentra en la región no más alta que el plástico de inicio de reblandecimiento! Para fluir a través del tubo desde la zona 4, el calor tiene tiempo para disipar el disipador de calor - como el tubo en la zona 4 es una barrera térmica entre los lados caliente y frío.
Zona 4 - zona activa zona plástica reblandecimiento de una barrera térmica. La longitud de la misma no es muy grande. Aquí comienza a calentar el plástico para formar un tapón que sirve como el pistón es empujado más lejos. Como se muestra por colegas de reprapology.info si los plug-pistón aumenta de longitud, esto lleva a detener la impresión, debido a las crecientes tensiones y problemas dolorosos con la limpieza. Para evitar el crecimiento del tubo y sirve como un pequeño disipador de calor anteriormente, en la quinta zona. Con la afluencia de calor desde el puente térmico de acero inoxidable, se calienta, es más empieza a disipar el calor. Así, el proceso de estabilización de la libre y llegar a la operación estable se vuelve no es difícil. Radiador La disipación de calor es grande, y la resistencia térmica del puente entre la cabeza y el radiador - grande, sin embargo, la temperatura de crecimiento es alta distancia, y por lo tanto en este intervalo con una alta probabilidad encaja punto de temperatura de funcionamiento óptima para el cortocircuito, el pistón eficiente. Ni siquiera me aburro tubo cónico de acero inoxidable, ya que tenía sólo un poco polirnul al revestimiento de teflón buena entrada y salida. Anillo insertar un bien pulido - en el interior, por supuesto. El tamaño de la parte inferior del radiador se debe seleccionar de manera que su temperatura era de alrededor de 100-110 grados, probablemente (esta es la temperatura habitual de una impresora de escritorio). Esto se hace con el fin de, posiblemente, una gran parte de la zona de la barrera térmica estaba en el rango de temperatura de trabajo probable (Slug!). Así que si usted habla brevemente - para es necesario el funcionamiento estable de la cabeza a la existencia de una estrecha zona de alta resistencia térmica (barrera térmica y lo llaman), que en el poco más de la temperatura podría variar de trabajo (creo 235), hasta 100 grados - sobre la temperatura de su escritorio. Baje el disipador de calor para enfriar por debajo de esta temperatura, creo que es apropiado - se hace más difícil controlar el ancho real de la zona de Slug, y el tubo de acero inoxidable de una gran cantidad de calor no se escapa, y la pérdida de energía innecesario. ¡Sí! Importante! La mayoría de los jefes diseñados o funcionan mejor, con pequeño ventilador continua soplando!
Zona 3 - Creo que es precisamente en la formación final del tapón, porque no es lo suficientemente fuerte calentamiento es el lugar de la cabeza de latón y tubo de acero inoxidable. Sin embargo, este calor de alguna manera funciona en el filamento fundido.
Zona 2 - la fusión de zona activa. Al tirar de la barra desde un cabezal de funcionamiento (experimentos) - estaba claro que la parte central a una distancia de las paredes permaneció sin fundir, es decir, como la teoría prometido proviene de la fusión de la pared hasta el centro de la barra. Zona de calentamiento activo se selecciona suficientemente largo - un centímetro y medio. Para 3mm varilla de diámetro, tiene un valor ya que calentó lentamente a la misma calentador de sacudida conveniente -. Se dónde acudir
Zona 1 La temperatura es casi estable, disminuye gradualmente hacia la boquilla, hay un sensor de temperatura en buena posición - se mostrará la temperatura cercana a la temperatura real de la masa fundida que fluye. La longitud total de las piezas de bronce, como la cabeza y popular J-Head Mc 5-VB.

Hay que decir que la falta de conexiones roscadas en la unión de la parte calentada del tubo y acero inoxidable - aislante térmico, es bastante justificado, porque la fusión no se escapa, y el hilo para conseguir dentro de la plástica, todavía es difícil para relajarse. Hotend limpio en caso de cambio de plástico y es a veces el caso de endurecimiento no fue difícil - incluyendo la cabeza de calentamiento, esperó, tomó una extrusora de filamento de reversa, mano amiga, exprimir residuos líquidos palo de bambú barbacoa través de la boquilla - es sólo el diámetro. Si es muy necesario, la masa fundida se puede retirar de perforación - sólo le dan un ambiente cálido, junto con el plástico para fundir el último. Teflón, también, caliente, sacó fácilmente.
Más sobre por qué cada vez más popular hotendy totalmente metálico. Sí, el plástico da significativamente menos fricción que el metal, sobre todo si se toma teflón. El único problema es que el PTFE (teflón) en los flujos de carga mecánica y se inclina un poco, incluso a temperaturas ordinarias. Esta propiedad ha llevado a su casi total desaparición de las estructuras donde teflón jugó el papel de una barrera térmica. Resultó gravemente. Sigue siendo su uso como forros interiores - en donde correr con él en especial, y ligera curvatura del canal para nada desagradable no conduce, e insertar el tubo si es necesario quitar fácilmente y se inserta en la nueva. Realmente, no he tenido que cambiarlos. Para sacar ver - lleve a cabo, y yo - no. Sentimos la competencia - muy resbaladizo. Para la barrera térmica a menudo se utiliza un tipo diferente de plástico (como la foto) - PEEK. Es mucho más duradera, más resistente y plástico menos resbaladizo. Por cierto - y caro y escaso. El problema de la cabeza, donde se utiliza es que la temperatura máxima de funcionamiento de 250 ° C hay aproximadamente. Sobre comienza el riesgo de fuga en la unión roscada. Sin embargo, estas temperaturas son generalmente bastante.
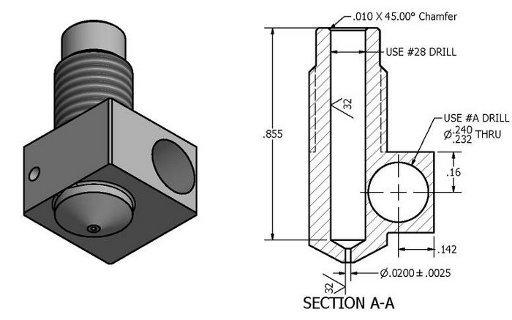
Ahora para la impresión real - mirar el dibujo, al final de hotenda tiene un centavo en torno a la matriz, que está sirviendo para suavizar los flujos de plástico. Al imprimir, la configuración de la altura de la cama especificadas - siempre es menor que el diámetro de la boquilla. 0 por ejemplo, 35 mm de altura y puede ser 0, 0 y 2 mm, 25 mm, depende de lo que se requiere. Por lo tanto, la corriente de plástico forzando en forma de cilindro, unta boca hasta el extremo de la cabeza. Para pequeñas manchas, resulta que la peor relación entre las capas, con un grande, el aumento de la anchura de la línea, y por lo tanto disminuye la resolución de impresión. En la línea de relieve, aunque su planitud total, usted puede ver las burbujas - agua, lo que podría ganar filamentos. ABS - capta la humedad del aire es más débil, nylon - más fuerte. Y escribiendo un producto húmedo se obtiene Caproni mucho más suave, e incluso un poco más ligero.
Para poder evaluar de alguna manera las posibilidades de cabezas, emprendí una serie de experimentos. . El principal parámetro de interés para mí - Velocidad B> Programa Pronterface, impresión de control, le permite configurar todos los parámetros de impresión manualmente: Temperatura de la cabeza, el escritorio, la velocidad de alimentación de la extrusora. El hilo se extruye en el aire - una completa ausencia de otros obstáculos.
Acerca de las impresoras 3-D están escribiendo mucho, escribiendo con entusiasmo describieron una variedad de modelos y tecnologías, así como muchas de sus habilidades. Y ahora me presento ante ustedes, un tipo sencillo rusa de Lituania ©, una impresora 3-D. Por supuesto, reunió a sí mismo. No desde el set - hace año y medio, había pocos conjuntos, y eran caros. Todo está planeado y eligió a sí mismo, centrándose exclusivamente en Internet. Pero no quiero hablar de eso, yo quiero hablar de lo que sucedió a continuación, - después de su construcción, y creo que la pregunta - ¿por qué es esto? - ¿Qué puede hacer que - ¿Por qué lo compra B> -. Muchas personas se preguntan llevar por la técnica
Vamos por orden: primero, me construí. Fue muy interesante, en el sentido que tenía constantemente para resolver muchos problemas técnicos, encontrar razones para un funcionamiento anormal - calculando, a menudo de manera indirecta. Una especie de juego en los misterios técnicos. Se ganó. Para mejorar. Vi bastante posibles mejoras. Hecho algunos - con gran placer. Luego se desarrolló un sensor de fin de anfitrión muy amable para la impresora. Su Yo vendí ni una sola vez. Bueno, un conjunto de sensores - no hacerse rico en esto, pero el placer que recibí de mi sincera gratitud por el comprador. Jugar con el cabezal de impresión - que sea, a pesar de la buena calidad de fabricación (marca MK IV) tiene una serie de inconvenientes. Y ella sólo una era - y comprar más caro. Desarrolló su - se reirá la primera vez que algo sucedió, aunque no es perfecto. Sin embargo, no estoy ciego, cuidadosamente examinados, que había leído lo que escriben, y sólo entonces. Entonces empezó a entender. Para experimentar. Hubo una larga pausa - la frustración y la depresión, pero no comunicarse con la impresora, por lo que la paja abrochado lomo de un elefante Ahora tengo cuatro jefes de diferentes diámetros, y la impresora imprime tres veces más rápido de lo que se considera normal, e imprime una capa de 150 micras.. Y las impresiones no son filamentos importado caro y barato hilo de pescar recortadora. B> Resulta muy, muy fuertemente, aunque no sin trucos.

En la imagen podemos hablar más, y ahora:
Así que - claramente, tengo una manera conveniente de hacer una pequeña cosa hecha de plástico y un montón de emociones positivas de la creatividad técnica, la mejora de las habilidades para resolver problemas de ingeniería. B> De alguna manera. Pero no se olvide - lo que me hicieron del científico y químico ingeniero. t. e. Ya he tenido ciertas habilidades y dominar la metodología de encontrar el resultado, por otra parte, sigue siendo una electrónica y equipo del técnico aficionado.
Así que el peso de dicho proceso de adquisición en cuestión. Ahora lea el siguiente artículo sobre Habré en ellos, algo que me recuerda ... tengo los buenos viejos revistas científicas y técnicas, que puedo recordar. Así, 60, 70, 80 años - fue escrito por todas partes, cada vez más de las maravillosas posibilidades de la computadora, se hicieron cada vez más, se vuelven menos y la vida aparecieron poco a poco y se publican. Ese pedazo de papel impreso con el cálculo de los salarios traerán - no es que más y errores! Que los billetes de tren en Moscú, de repente se convierte en inusualmente buena compra. Luego vino el ordenador personal - BC-0010, Radio 86, Microsha - que se utilizan principalmente para su propio trabajo de mantenimiento, realmente utilizarlos era difícil e incómodo. Ellos vienen con miles de aplicaciones endebles y difíciles, que han modernizado - Yo era una radio 86 con 56K de memoria y 64 KB de ROM (!) (!) - Había puesto todos los programas, pero esta vez en la industria fueron las zonas donde no había equipo no es suficiente. Pero lo lejos que estaban de la gente! ©. Era muy similar a la situación actual en 3D- impresión ahora - un montón de "radio de jamón", están ocupados con su pequeña FDM-impresora (r e -.. los que imprimir un chorrito de algo), y en esta ocasión, los dentistas y los joyeros tienen su plena utilización. Los médicos, mientras que en copias simples - pero usados, donde debido a la singularidad de la fabricación costaría demasiado
Resulta que tenemos una herramienta más para el desarrollo de los avances tecnológicos. Hasta ahora, sólo que esta B> Pero la medicina -. Baja inicio a punto de empezar a usarlas de forma activa, y esto es comprensible, la medicina - la industria intensiva en conocimiento. Probablemente estos lugares se puede encontrar mucho, pero sería injusto cargar lectores Habra sólo un montón de argumentos desnudo - aunque sea el tema, incluso -. Honestamente
Por lo tanto, hoy quiero que hables acerca de cómo trabajar en uno de los nodos de nuestra impresora de casa - cabezal de impresión. Dirás - sí, lo que es interesante! Y plástico fundido fluye a través del agujero. Si en tres palabras - algo así, pero esta definición se dividen en decenas de modelos diferentes de cabezas, entre ellas la muy mala - la gente a mantener plástico maldición limpio y sucio. Oh, algo que dudo esta misma razón. Hay cabezas que funcionan sólo con el -polilaktidom PLA. Él, sin embargo, y muy amable con el medio ambiente, no es bueno en todas partes. Más bien, es bueno que es fácil hacer una barata y estable funcionamiento de la impresora. Hay jefes que trabajan con bastante rapidez degradan, especialmente cuando se trabaja a gran velocidad y con plásticos no demasiado bajo punto de fusión. Trato de ser interesante para decir, los patrones generales que a menudo cavé en la Internet, que forma parte se encontró - tuvo que poner un montón de experiencia y una gran cantidad de pensamiento, ha sucedido en este todo confuso, así que si mi opinión no coincide con la Su solicitud encarecidamente no me pegaba, y tener en cuenta que estoy escribiendo sobre los resultados de las mediciones de su sistema, por lo que puede diferir de lo común. Traté de comprobar todo - en un grado u otro. Pensar, intentar, tal vez usted se beneficiará de esta información.
Por lo tanto, vamos a hablar de la cabeza es el tipo más común de la impresora - impresora donde el objeto impreso se transforma de una línea de pesca de un plástico. Lesko comúnmente llamado filamentos o varilla de soldadura. Su material de - generalmente plástico ABS, lo que significa - acrilonitrilo-butadieno-estireno - sólo el plástico común, también distribuido polilactida PLA es el nombre en ruso es correcto, independientemente de lo que contradice una traducción directa del Inglés - polímero, producido especialmente para las impresoras 3-D. Sin embargo, es teóricamente posible usar casi cualquier termoplástico. Prácticamente uso - nylon / nylon, alcohol polivinílico, - que se puede disolver en agua y otros. Plástico PLA - como el fabricante de la impresora, porque para él menos problemas, partes de ella se obtienen en casi cualquier entorno. Los rumores sobre los artesanos de la impresión en una variedad de otros tipos de plástico.
Por lo tanto - piezas de la impresora, que se funde el filamento y apretando corrientes fundidas de polímero llamado un cabezal de impresión. Una parte importante de la misma es - una unidad extrusora, filamento emocionante y lo empuja a otra parte de la cabeza climatizada - hotend. Por encima de él en la foto. Deje hotenda imagen en sección, y en este caso se distribuye la temperatura. Debo agradecer a mis colegas de la reprapology.info/archive/1422/rheology/
- Desde esta página, me enteré de la presentación inicial de cómo la fusión y extrusión de la masa fundida de la línea de cabeza. Pocos de el esquema: púrpura en el exterior de la cabeza - un nicromo bobina de calentamiento o Cantal, pero las cabezas se utilizan a menudo como una resistencia de calentamiento - es conveniente en la producción, pero reduce la fiabilidad y la uniformidad del campo de la calefacción, ya que el resistor colocado localmente, por lo tanto experimentando un sobrecalentamiento local . Sin embargo, la diferencia fundamental aquí net-resistencia o liquidación.
Red en la porción inferior de la cabeza - la zona del polímero fundido, es heterogénea, ya que la viscosidad del polímero varía en un rango de temperaturas, y la zona naranja - un área donde el polímero ya se ha calentado a la plasticidad, pero no fluye. Esta zona es muy importante - se expande ligeramente varillas de plástico, ajustado a la pared y se convierte en un pistón, que empuja la masa fundida a través de la salida - morir. Verde - un área donde los cambios significativos en la plasticidad no ha sucedido todavía y la varilla transmite la presión sobre y sin arrugas. Diferente sombreado muestra el radiador cabeza de latón y aluminio. Blanco destacó tubo de PTFE, ferrocarril, debido a la muy baja fricción y bares a lo largo de ella, que se ejecuta con mínima resistencia. Grey - tubo de acero inoxidable, llevando la cabeza y el radiador, así como inserto de anillo - evita la tensión mecánica en el tubo de teflón en la parte más caliente. Esto es importante - de teflón, en tales circunstancias, es mecánicamente frágiles, así que aquí está en todas partes se apoya en acero - puede ser una fuga pequeña, pero pronto, y este pedazo de tubo de teflón es muy fácil de reemplazar. Tubo de acero inoxidable se suelda a la cabeza de latón con soldadura de plata - por lo que la cuestión de la estabilidad térmica y durabilidad - no. Anillo (dentro pulido para reducir la fricción!) Sólo invertido y clavado en la parte superior de un tubo de teflón. Nota - acero inoxidable debe ser de baja conductividad térmica, y para ello eligió. Esto suele ser algo así como H18N10.
A la izquierda, en la foto, se ve la temperatura epure (diagrama aproximado) a lo largo del eje del tubo. De la exactitud de la escala no puede responder, pero la dirección debe ser correcta. Cuanto más lejos del eje a la disposición de las regiones, la temperatura es más alta. Así que describir en las zonas, a partir de la última Zona 6 - hacia abajo del tubo uniformemente creciente de temperatura, como el acero inoxidable tiene una baja conductividad térmica, por lo que el crecimiento es lo suficientemente rápido. No es nada especial. Revestimiento de teflón trabajando en buenas condiciones, el filamento se calienta lentamente, el calor que pasa a través del tubo se dispersa la parte superior del radiador o del titular.
Zona 5 Debido al hecho de que se ponga en un radiador pequeño tubo de aluminio, la temperatura es casi constante y se encuentra en la región no más alta que el plástico de inicio de reblandecimiento! Para fluir a través del tubo desde la zona 4, el calor tiene tiempo para disipar el disipador de calor - como el tubo en la zona 4 es una barrera térmica entre los lados caliente y frío.
Zona 4 - zona activa zona plástica reblandecimiento de una barrera térmica. La longitud de la misma no es muy grande. Aquí comienza a calentar el plástico para formar un tapón que sirve como el pistón es empujado más lejos. Como se muestra por colegas de reprapology.info si los plug-pistón aumenta de longitud, esto lleva a detener la impresión, debido a las crecientes tensiones y problemas dolorosos con la limpieza. Para evitar el crecimiento del tubo y sirve como un pequeño disipador de calor anteriormente, en la quinta zona. Con la afluencia de calor desde el puente térmico de acero inoxidable, se calienta, es más empieza a disipar el calor. Así, el proceso de estabilización de la libre y llegar a la operación estable se vuelve no es difícil. Radiador La disipación de calor es grande, y la resistencia térmica del puente entre la cabeza y el radiador - grande, sin embargo, la temperatura de crecimiento es alta distancia, y por lo tanto en este intervalo con una alta probabilidad encaja punto de temperatura de funcionamiento óptima para el cortocircuito, el pistón eficiente. Ni siquiera me aburro tubo cónico de acero inoxidable, ya que tenía sólo un poco polirnul al revestimiento de teflón buena entrada y salida. Anillo insertar un bien pulido - en el interior, por supuesto. El tamaño de la parte inferior del radiador se debe seleccionar de manera que su temperatura era de alrededor de 100-110 grados, probablemente (esta es la temperatura habitual de una impresora de escritorio). Esto se hace con el fin de, posiblemente, una gran parte de la zona de la barrera térmica estaba en el rango de temperatura de trabajo probable (Slug!). Así que si usted habla brevemente - para es necesario el funcionamiento estable de la cabeza a la existencia de una estrecha zona de alta resistencia térmica (barrera térmica y lo llaman), que en el poco más de la temperatura podría variar de trabajo (creo 235), hasta 100 grados - sobre la temperatura de su escritorio. Baje el disipador de calor para enfriar por debajo de esta temperatura, creo que es apropiado - se hace más difícil controlar el ancho real de la zona de Slug, y el tubo de acero inoxidable de una gran cantidad de calor no se escapa, y la pérdida de energía innecesario. ¡Sí! Importante! La mayoría de los jefes diseñados o funcionan mejor, con pequeño ventilador continua soplando!
Zona 3 - Creo que es precisamente en la formación final del tapón, porque no es lo suficientemente fuerte calentamiento es el lugar de la cabeza de latón y tubo de acero inoxidable. Sin embargo, este calor de alguna manera funciona en el filamento fundido.
Zona 2 - la fusión de zona activa. Al tirar de la barra desde un cabezal de funcionamiento (experimentos) - estaba claro que la parte central a una distancia de las paredes permaneció sin fundir, es decir, como la teoría prometido proviene de la fusión de la pared hasta el centro de la barra. Zona de calentamiento activo se selecciona suficientemente largo - un centímetro y medio. Para 3mm varilla de diámetro, tiene un valor ya que calentó lentamente a la misma calentador de sacudida conveniente -. Se dónde acudir
Zona 1 La temperatura es casi estable, disminuye gradualmente hacia la boquilla, hay un sensor de temperatura en buena posición - se mostrará la temperatura cercana a la temperatura real de la masa fundida que fluye. La longitud total de las piezas de bronce, como la cabeza y popular J-Head Mc 5-VB.

Hay que decir que la falta de conexiones roscadas en la unión de la parte calentada del tubo y acero inoxidable - aislante térmico, es bastante justificado, porque la fusión no se escapa, y el hilo para conseguir dentro de la plástica, todavía es difícil para relajarse. Hotend limpio en caso de cambio de plástico y es a veces el caso de endurecimiento no fue difícil - incluyendo la cabeza de calentamiento, esperó, tomó una extrusora de filamento de reversa, mano amiga, exprimir residuos líquidos palo de bambú barbacoa través de la boquilla - es sólo el diámetro. Si es muy necesario, la masa fundida se puede retirar de perforación - sólo le dan un ambiente cálido, junto con el plástico para fundir el último. Teflón, también, caliente, sacó fácilmente.
Más sobre por qué cada vez más popular hotendy totalmente metálico. Sí, el plástico da significativamente menos fricción que el metal, sobre todo si se toma teflón. El único problema es que el PTFE (teflón) en los flujos de carga mecánica y se inclina un poco, incluso a temperaturas ordinarias. Esta propiedad ha llevado a su casi total desaparición de las estructuras donde teflón jugó el papel de una barrera térmica. Resultó gravemente. Sigue siendo su uso como forros interiores - en donde correr con él en especial, y ligera curvatura del canal para nada desagradable no conduce, e insertar el tubo si es necesario quitar fácilmente y se inserta en la nueva. Realmente, no he tenido que cambiarlos. Para sacar ver - lleve a cabo, y yo - no. Sentimos la competencia - muy resbaladizo. Para la barrera térmica a menudo se utiliza un tipo diferente de plástico (como la foto) - PEEK. Es mucho más duradera, más resistente y plástico menos resbaladizo. Por cierto - y caro y escaso. El problema de la cabeza, donde se utiliza es que la temperatura máxima de funcionamiento de 250 ° C hay aproximadamente. Sobre comienza el riesgo de fuga en la unión roscada. Sin embargo, estas temperaturas son generalmente bastante.

Ahora para la impresión real - mirar el dibujo, al final de hotenda tiene un centavo en torno a la matriz, que está sirviendo para suavizar los flujos de plástico. Al imprimir, la configuración de la altura de la cama especificadas - siempre es menor que el diámetro de la boquilla. 0 por ejemplo, 35 mm de altura y puede ser 0, 0 y 2 mm, 25 mm, depende de lo que se requiere. Por lo tanto, la corriente de plástico forzando en forma de cilindro, unta boca hasta el extremo de la cabeza. Para pequeñas manchas, resulta que la peor relación entre las capas, con un grande, el aumento de la anchura de la línea, y por lo tanto disminuye la resolución de impresión. En la línea de relieve, aunque su planitud total, usted puede ver las burbujas - agua, lo que podría ganar filamentos. ABS - capta la humedad del aire es más débil, nylon - más fuerte. Y escribiendo un producto húmedo se obtiene Caproni mucho más suave, e incluso un poco más ligero.
Para poder evaluar de alguna manera las posibilidades de cabezas, emprendí una serie de experimentos. . El principal parámetro de interés para mí - Velocidad B> Programa Pronterface, impresión de control, le permite configurar todos los parámetros de impresión manualmente: Temperatura de la cabeza, el escritorio, la velocidad de alimentación de la extrusora. El hilo se extruye en el aire - una completa ausencia de otros obstáculos.
Tags
velocidad de impresión de corte
nylon impresión 3D impresión Dimensionamiento 3D
la impresión 3D
jefe 3D-metal
el aumento de la hotenda velocidad
eliminación de la congestión en la impresión 3D
los principios de diseño hotenda
Vea también
La clorofila - la mejor base para una bebida belleza
La geometría de la четырехмерного tiempo: es posible, no es así funciona el mundo, cómo pensamos
¿Por qué 3D-prensa? arquitectura
Stasis - isométrica, la ciencia ficción de apuntar y haga clic en juego de aventura (Campaña Kickstarter)
¿Cómo surgió la transmisión de energía torre de Tesla - propia investigación
¿Cómo surgió la transmisión de energía torre de Tesla - propia "investigación"
Arma de la Victoria
Bisturí (complejo de apartamentos militar)
¿Por qué Rusia casi no hay fabricación de alta tecnología civil / comercial?